Metodologia di selezione ingegneristica per tutti i 10 meccanismi di rilascio dei filetti
Nel corso dei precedenti cinque articoli pilastro, abbiamo esaminato dieci diversi meccanismi di rilascio del filo utilizzati nella progettazione di stampi a iniezione.
Questi meccanismi spaziavano da semplici soluzioni di svitamento della forza a sistemi avanzati di svitamento idraulico capaci di generare una coppia estremamente elevata.
Un errore comune tra i progettisti di stampi è concentrarsi su un meccanismo preferito invece di scegliere la soluzione più adatta all’applicazione specifica.
L’obiettivo di questo articolo finale è stabilire una metodologia ingegneristica sistematica per selezionare il sistema ottimale di rilascio del filo.
Questo articolo combina tutti e dieci i meccanismi in un unico quadro decisionale.
I Dieci Meccanismi Esaminati
I meccanismi trattati in tutta questa serie includono:
Meccanismo 1
Sistema di svitamento azionato da motore
Meccanismo 2
Svitamento a cremagliera e pignone Tipo 1
Meccanismo 3
Svitamento idraulico continuo della filettatura interna
Meccanismo 4
Sistema di filettatura forzata
Meccanismo 5
Svitamento a cremagliera e pignone Tipo 2
Meccanismo 6
Sistema di svitamento azionato da macchina
Meccanismo 7
Svitamento azionato da cilindro idraulico
Meccanismo 8
Svitamento manuale Tipo 1
Meccanismo 9
Svitamento manuale Tipo 2
Meccanismo 10
Svitamento manuale Tipo 3
Perché la selezione dei meccanismi è fondamentale
Selezionare il sistema di rilascio del filetto sbagliato può creare:
- Costi eccessivi degli utensili
- Tempi di ciclo lunghi
- Problemi di affidabilità
- Manutenzione difficile
- Limitazioni di produzione
Un meccanismo ben selezionato può far risparmiare centinaia di migliaia di euro durante la vita di uno stampo.
I cinque fattori di selezione principali
I progettisti di muffi esperti valutano tipicamente cinque fattori principali.
Fattore 1
Geometria del filo
Fattore 2
Proprietà dei materiali
Fattore 3
Volume di produzione
Fattore 4
Requisiti di automazione
Fattore 5
Giustificazione economica
Questi fattori guidano la maggior parte delle decisioni ingegneristiche.
Fattore 1 – Geometria del filo
La geometria del filettamento è solitamente il fattore più importante.
L’ingegnere deve valutare:
- Diametro
- Pitch
- Profondità
- Durata del fidaggio
- Filettatura interna o esterna
Classificazione del diametro del filo
Per scopi di selezione:
Filettature Piccole
Meno di 25 mm
Filettature medie
25-60 mm
Filettature Grandi
Più di 60 mm
Man mano che il diametro aumenta:
- Svitare la coppia aumenta
- La complessità dei meccanismi aumenta
- La demontaggio con forza diventa meno pratica
Classificazione dell’ingaggio dei fili
Breve fidanzamento
Meno di 5 mm
Ingaggio Medio
5 a 15 mm
Fidanzamento Lungo
Più di 15 mm
Le lunghe durate di fidanzamento generalmente favoriscono:
- Svitamento meccanico
- Svitamento idraulico
piuttosto che forzare lo smontaggio.
Filetto interni vs esterni
Questa distinzione è fondamentale.
Filettature esterne
In generale è più facile da rilasciare.
Adatto per:
- Smontaggio forzato
- Sistemi meccanici
- Sistemi manuali
Filettature interne
Più difficile.
Spesso richiedono:
- Sistemi idraulici
- Sistemi pieghevoli
- Meccanismi avanzati di svitamento
Fattore 2 – Proprietà dei materiali
La selezione dei materiali influenza fortemente la scelta dei meccanismi.
Materiali ad alta flessibilità
Esempi:
- PP
- LDPE
- HDPE
Vantaggi:
- Adatto per lo smontaggio forzato
- Forze di rilascio inferiori
Materiali a Flessibilità Media
Esempi:
- Nylon
- ABS
- Acetale
Di solito richiedono un’analisi dettagliata.
Materiali a bassa flessibilità
Esempi:
- PC
- PMMA
- Materiali riempiti di vetro
Spesso richiedono sistemi di svitamento.
Matrice di selezione dei materiali
| Materiale | Spopolamento con la Forza | Meccanico | Idraulico |
| PP | Eccellente | Bene | Bene |
| HDPE | Eccellente | Bene | Bene |
| Nylon | Moderato | Eccellente | Eccellente |
| PC | Poveri | Eccellente | Eccellente |
| Nylon riempito di vetro | Poveri | Eccellente | Eccellente |
Questa matrice restringe immediatamente le opzioni di design.
Fattore 3 – Volume di produzione
Il volume di produzione spesso determina la fattibilità economica.
Volume molto basso
Meno di 10.000 pezzi all’anno
Meccanismi preferiti:
- 8
- 9
- 10
I sistemi manuali spesso offrono il costo più basso.
Basso volume
10.000-50.000 parti all’anno
Meccanismi preferiti:
- 8
- 9
- 10
- 2
Volume medio
50.000-250.000 parti all’anno
Meccanismi preferiti:
- 1
- 2
- 5
- 6
Alto Volume
Più di 250.000 pezzi all’anno
Meccanismi preferiti:
- 1
- 2
- 5
- 7
Volume molto alto
Milioni di parti all’anno
Meccanismo preferito:
4
Spopolamento con la Forza
quando tecnicamente possibile.
Perché il volume di produzione è importante
Considera due stampi.
Stampo manuale
Costo
€15.000
Stampo automatico
Costo
50.000 €
Se la produzione richiede:
5.000 Parti
l’operazione manuale è solitamente giustificata.
Se la produzione richiede:
50 milioni di parti
L’automazione diventa essenziale.
Fattore 4 – Requisiti di automazione
I requisiti di automazione influenzano fortemente la selezione dei meccanismi.
Produzione completamente automatizzata
Meccanismi Adatti
1
2
3
5
6
7
Produzione semiautomatica
Meccanismi Adatti
8
9
10
Produzione di luci spente
Meccanismi Adatti
1
2
5
7
I sistemi manuali generalmente non sono adatti per la produzione con le luci spente.
Fattore 5 – Giustificazione economica
La soluzione tecnicamente più avanzata non è sempre la migliore.
Molti ingegneri scelgono erroneamente il meccanismo più sofisticato disponibile.
I designer esperti si concentrano sull’economia.
Costo totale di proprietà
Formula
Costo totale =
Costo degli utensili
Costi di manutenzione
Costo del lavoro
Costo del tempo di inattività
Costo di sostituzione
Il meccanismo migliore è spesso quello con il costo totale di proprietà più basso.
Non necessariamente il costo di utensile più basso.
Diagramma di flusso di selezione preliminare
Passo 1
La filettatura può essere scorticata con la forza?
Se SÌ
Valutare il meccanismo 4
Se NO
Continua
Passo 2
Il volume di produzione è basso?
Se SÌ
Valuta i meccanismi 8, 9 o 10
Se NO
Continua
Passo 3
È richiesta un’alta coppia?
Se SÌ
Valuta i meccanismi 3 o 7
Se NO
Continua
Passo 4
È necessario il funzionamento completamente automatico?
Se SÌ
Valuta i Meccanismi 1, 2, 5 o 6
Questo processo restringe rapidamente la selezione.
Primo esempio di ingegneria
Prodotto
Chiusura delle bevande
Materiale
PP
Diametro del filo
38 mm
Produzione
120 milioni di pezzi all’anno
Valutazione
Materiale flessibile
Sì
Alto Volume
Sì
Risultato
Meccanismo 4
Spopolamento con la Forza
Chiaramente preferito
Secondo esempio di ingegneria
Prodotto
Connettore industriale
Materiale
Nylon riempito di vetro
Diametro del filo
60 mm
Produzione
1 milione di parti all’anno
Valutazione
Materiale flessibile
No
Alta coppia
Sì
Risultato
Meccanismo 7
Svitamento idraulico
Preferito
Elenco di controllo per il design
Prima di selezionare un sistema di rilascio del filetto, verifica:
□ Geometria del filo recensita
□ Materiale valutato
□ Volume di produzione stabilito
□ Requisiti di automazione definiti
□ Obiettivi di costo stabiliti
□ Requisiti di manutenzione esaminati
□ Requisiti di affidabilità definiti
Parte 2 – Confronto delle prestazioni, sistemi di valutazione e selezione quantitativa
Nella Parte 1, abbiamo stabilito la metodologia fondamentale di selezione per tutti e dieci i meccanismi di rilascio dei filetti.
Abbiamo esaminato:
- Geometria del filettamento
- Proprietà dei materiali
- Volume di produzione
- Requisiti di automazione
- Giustificazione economica
Questi fattori restringono le possibili soluzioni.
Tuttavia, i progettisti professionisti di stampi raramente si fermano qui.
Una volta che rimangono diversi meccanismi candidati, diventa necessario un confronto più obiettivo.
Questo capitolo introduce metodi di punteggio ingegneristico che permettono ai progettisti di confrontare quantitativamente i meccanismi di rilascio dei filetti.
L’obiettivo è sostituire le opinioni soggettive con criteri ingegneristici misurabili.
Perché si verificano errori di selezione
Molti stampi sono progettati basandosi su:
- Preferenze personali
- Esperienze precedenti
- Assunzioni del cliente
- Standard storici della società
Questi approcci spesso ignorano alternative migliori.
Il meccanismo migliore dovrebbe essere scelto tramite analisi ingegneristica piuttosto che tramite abitudine.
Le Sei Categorie di Esibizione
Per la maggior parte delle applicazioni di modanature filettate, sei categorie determinano le prestazioni complessive.
Categoria 1
Costo degli utensili
Categoria 2
Tempo di ciclo
Categoria 3
Affidabilità
Categoria 4
Requisiti di manutenzione
Categoria 5
Capacità di Automazione
Categoria 6
Capacità tecnica
Insieme, queste categorie creano un sistema di valutazione completo.
Confronto dei costi degli utensili
Il costo iniziale degli attrezzi rimane uno dei criteri di selezione più importanti.
Ranking relativo dei costi degli utensili
Meccanismo 10
Costo più basso
Meccanismo 9
Costo molto basso
Meccanismo 8
Basso costo
Meccanismo 4
Basso costo
Meccanismi 2 e 5
Costo medio
Meccanismi 1 e 6
Alto costo
Meccanismi 3 e 7
Costo molto alto
Punteggio di costo degli utensili
| Meccanismo | Punteggio di costo |
| 10 | 10 |
| 9 | 9 |
| 8 | 8 |
| 4 | 8 |
| 2 | 6 |
| 5 | 6 |
| 1 | 4 |
| 6 | 4 |
| 3 | 2 |
| 7 | 2 |
Un punteggio più alto significa costi di utensili più bassi.
Confronto dei tempi di ciclo
Il tempo di ciclo influisce direttamente sulla produttività.
Sistemi più veloci
Meccanismo 4
Spopolamento con la Forza
Nessun movimento di svitamento necessario.
Sistemi a velocità media
Meccanismi
1
2
5
6
7
Sistemi lenti
Meccanismi
8
9
10
Funzionamento manuale richiesto.
Punteggio del tempo del ciclo
| Meccanismo | Punteggio del tempo del ciclo |
| 4 | 10 |
| 1 | 8 |
| 2 | 8 |
| 5 | 8 |
| 6 | 8 |
| 7 | 7 |
| 3 | 6 |
| 8 | 4 |
| 9 | 3 |
| 10 | 2 |
Confronto dell’affidabilità
L’affidabilità misura la probabilità di funzionare senza guasto.
Sistemi più affidabili
Meccanismo 4
Pochissimi componenti in movimento.
Meccanismi 9 e 10
Estremamente semplice.
Affidabilità Moderata
Meccanismi
2
5
8
Affidabilità inferiore
Meccanismi
1
3
6
7
Componenti aggiuntivi aumentano le possibilità di guasto.
Punteggio di affidabilità
| Meccanismo | Punteggio di affidabilità |
| 4 | 10 |
| 9 | 9 |
| 10 | 9 |
| 8 | 8 |
| 2 | 8 |
| 5 | 8 |
| 1 | 7 |
| 6 | 7 |
| 3 | 6 |
| 7 | 6 |
Confronto della manutenzione
La manutenzione influisce sui costi operativi.
Manutenzione più bassa
Meccanismi
4
9
10
Manutenzione Media
Meccanismi
2
5
8
Manutenzione massima
Meccanismi
1
3
6
7
Punteggio di Manutenzione
| Meccanismo | Punteggio di Manutenzione |
| 4 | 10 |
| 9 | 9 |
| 10 | 9 |
| 8 | 8 |
| 2 | 8 |
| 5 | 8 |
| 1 | 6 |
| 6 | 6 |
| 3 | 5 |
| 7 | 5 |
Capacità di Automazione
L’automazione è sempre più importante nella manifattura moderna.
Sistemi completamente automatizzati
Meccanismi
1
2
3
5
6
7
Sistemi semiautomatici
Meccanismi
8
9
10
Punteggio di Automazione
| Meccanismo | Punteggio di Automazione |
| 1 | 10 |
| 2 | 10 |
| 3 | 10 |
| 5 | 10 |
| 6 | 10 |
| 7 | 10 |
| 8 | 3 |
| 9 | 2 |
| 10 | 1 |
| 4 | 10 |
Capacità tecnica
La capacità tecnica misura l’intervallo di geometrie dei filetti che possono essere gestite.
Capacità massima
Meccanismi
3
7
I sistemi idraulici possono gestire applicazioni molto impegnative.
Capacità molto buone
Meccanismi
1
2
5
6
Capacità limitata
Meccanismi
4
8
9
10
Punteggio di Capacità Tecnica
| Meccanismo | Punteggio di Capacità |
| 3 | 10 |
| 7 | 10 |
| 1 | 9 |
| 2 | 9 |
| 5 | 9 |
| 6 | 9 |
| 4 | 6 |
| 8 | 5 |
| 9 | 4 |
| 10 | 3 |
Sistema di punteggio ponderato
Non tutti i progetti hanno priorità identiche.
Uno stampo per imballaggio può dare priorità:
- Tempo di ciclo
- Costo
Uno stampo automobilistico può dare priorità:
- Affidabilità
- Automazione
Il punteggio ponderato risolve questo problema.
Esempio di pesatura
Stampo di chiusura per imballaggio
Costo degli utensili
20%
Tempo di ciclo
35%
Affidabilità
20%
Manutenzione
10%
Automazione
10%
Capacità tecnica
5%
Totale
100%
Valutazione di Esempi
Meccanismo 4
Spopolamento con la Forza
Costo degli utensili
8 × 20%
=
1.6
Tempo di ciclo
10 × 35%
=
3.5
Affidabilità
10 × 20%
=
2.0
Manutenzione
10 × 10%
=
1.0
Automazione
10 × 10%
=
1.0
Capacità
6 × 5%
=
0.3
Punteggio totale
9.4
Risultato
Il meccanismo 4 diventa la soluzione preferita.
Esempio automobilistico
Prodotto
Copru del serbatoio automobilistico
Materiale
Nylon riempito di vetro
Diametro del filo
60 mm
Produzione
2 milioni di parti all’anno
Requisiti chiave
Affidabilità
Molto alto
Automazione
Molto alto
Capacità
Molto alto
Risultati ponderati
Il meccanismo 7 ottiene tipicamente il punteggio più alto.
Lo svitamento idraulico diventa la soluzione preferita.
Esempio di dispositivo medico
Prodotto
Connettore per fluidi medici
Filo interno
Alta Precisione
Produzione media
Valutazione
Spopolamento con la Forza
Non adatto
Sistemi manuali
Non adatto
Sistemi meccanici
Possibile
Sistemi idraulici
Preferito
Il meccanismo 3 spesso diventa la soluzione più valorizzata.
Matrice di punteggio per tutti e dieci i meccanismi
| Meccanismo | Costo | Velocità | Affidabilità | Manutenzione | Automazione | Capacità |
| 1 | 4 | 8 | 7 | 6 | 10 | 9 |
| 2 | 6 | 8 | 8 | 8 | 10 | 9 |
| 3 | 2 | 6 | 6 | 5 | 10 | 10 |
| 4 | 8 | 10 | 10 | 10 | 10 | 6 |
| 5 | 6 | 8 | 8 | 8 | 10 | 9 |
| 6 | 4 | 8 | 7 | 6 | 10 | 9 |
| 7 | 2 | 7 | 6 | 5 | 10 | 10 |
| 8 | 8 | 4 | 8 | 8 | 3 | 5 |
| 9 | 9 | 3 | 9 | 9 | 2 | 4 |
| 10 | 10 | 2 | 9 | 9 | 1 | 3 |
Questa tabella offre un confronto rapido tra tutti e dieci i sistemi.
Perché non esiste un vincitore universale
Molti ingegneri chiedono:
“Qual è il meccanismo migliore per svitare?”
La risposta è:
Non esiste un vincitore universale.
Ogni meccanismo rappresenta un compromesso tra:
- Costo
- Velocità
- Affidabilità
- Complessità
- Capacità
La scelta corretta dipende interamente dall’applicazione.
Lista di controllo per la selezione ingegneristica
Prima di selezionare un meccanismo, verifica:
□ Geometria del filo recensita
□ Materiale recensito
□ Volume di produzione definito
□ Requisiti di automazione definiti
□ Obiettivi di costo stabiliti
□ Strategia di manutenzione stabilita
□ Obiettivi di affidabilità stabiliti
□ Punteggio ponderato completato
Parte 3 – Analisi del ROI, Ingegneria dei costi del ciclo di vita ed Economia della produzione
Nella Parte 1, abbiamo stabilito la metodologia ingegneristica per la selezione dei sistemi di rilascio del filetto.
Nella Parte 2, abbiamo introdotto sistemi di punteggio quantitativo per confrontare oggettivamente tutti e dieci i meccanismi.
Il passo successivo viene spesso trascurato dai progettisti di stampi:
Ingegneria economica.
Un meccanismo può essere tecnicamente perfetto ma economicamente ingiustificato.
Allo stesso modo, un meccanismo più semplice può generare profitti significativamente più alti nonostante offra prestazioni tecniche inferiori.
Ingegneri esperti di stampi valutano:
- Ritorno sull’investimento (ROI)
- Costi del ciclo di vita
- Costi di produzione
- Costi del lavoro
- Costi di manutenzione
- Costi di inattività
- Guadagni di produttività
prima di selezionare la soluzione finale.
Questo capitolo si concentra sui calcoli finanziari dietro la selezione del sistema di rilascio dei dei filetti.
Perché l’economia è importante
Molti ingegneri si concentrano solo sulle prestazioni tecniche.
I clienti di solito si concentrano sulla redditività.
Il miglior sistema di rilascio dei filetti raramente è il più avanzato.
Il miglior sistema è spesso quello che offre:
Massimo profitto
durante la vita dello stampo.
Comprendere il costo del ciclo di vita
Il costo del ciclo di vita include ogni costo generato durante la vita operativa dello stampo.
Formula
Costo del ciclo di vita =
Costo degli utensili
Costi di manutenzione
Costo del lavoro
Costo del tempo di inattività
Costo di sostituzione
Molti progettisti confrontano solo il costo degli utensili.
Questo spesso porta a decisioni sbagliate.
Esempio
Due possibili progetti
Progetto A
Spopolamento con la Forza
Costo degli utensili
€120.000
Progetto B
Svitamento idraulico
Costo degli utensili
200.000 €
Confronto iniziale
La Forza Stripping Sembra Migliore
Tuttavia:
È necessaria un’analisi più approfondita.
Valutazione dei costi di manutenzione
I costi di manutenzione si accumulano durante la vita della muffa.
Classifica tipica di manutenzione relativa
Meccanismo 4
Molto basso
Meccanismi 9 e 10
Basso
Meccanismi 2, 5 e 8
Moderato
Meccanismi 1 e 6
Alto
Meccanismi 3 e 7
Più alto
Esempio di manutenzione
Durata dello stampo di dieci anni
Spopolamento con la Forza
Manutenzione
€15.000
Sistema idraulico
Manutenzione
60.000 €
Differenza
€45.000
Questa differenza può influire significativamente sulla redditività.
Analisi dei costi del lavoro
La manodopera è uno dei costi nascosti più grandi.
Questo è particolarmente importante per:
- Meccanismo 8
- Meccanismo 9
- Meccanismo 10
Esempio
Funzionamento manuale
Tempo di ciclo aggiuntivo
10 secondi
Produzione
100.000 Parti
Tempo di lavoro aggiuntivo
100.000 × 10
=
1.000.000 di secondi
Convertizione
1,000,000 / 3600
=
278 ore
Tasso di lavoro
25 € all’ora
Costi aggiuntivi del lavoro
278 × 25
=
6.950 €
Questo costo deve essere incluso nella valutazione.
Analisi dei costi dei tempi di inattività
Il tempo di inattività viene spesso sottovalutato.
Le interruzioni di produzione spesso costano molto di più della manutenzione.
Formula
Costo di inattività =
Valore di produzione orario
×
Ore di inattività
Esempio
Valore di produzione
800 € all’ora
Inattività Inaspettate
40 Ore
Calcolo
800 × 40
=
32.000 €
Risultato
Costo del tempo di inattività
32.000 €
Ecco perché l’affidabilità ha un valore economico.
Comprendere il ROI
Il ROI misura il beneficio finanziario di un investimento.
Formula
ROI (%) =
(Guadagno netto / Investimento)
×
100
Esempio
Sistema di svitamento automatico
Costo aggiuntivo
40.000 €
Risparmi annuali
€12.000
Risparmi Quinquennali
60.000 €
Guadagno netto
60.000 − 40.000
=
20.000 €
ROI
(20,000 / 40,000)
×
100
=
50%
Risultato
Investimento positivo
Periodo di Ritorno
Il periodo di recupero determina quanto tempo ci vuole per recuperare l’investimento.
Formula
Periodo di Ritorno =
Investimento
/
Risparmi annuali
Esempio
Investimento
40.000 €
Risparmi annuali
€12.000
Calcolo
40,000 / 12,000
=
3,33 anni
Risultato
Periodo di Ritorno
3.3 Anni
Molte aziende richiedono periodi di rimborso più brevi di:
3-5 anni
prima di approvare gli aggiornamenti degli attrezzi.
Economia del ciclo temporale
I miglioramenti nei tempi di ciclo spesso producono enormi risparmi.
Esempio
Ciclo attuale
20 secondi
Ciclo migliorato
18 secondi
Miglioramento
10 percento
Produzione annuale
2 milioni di parti
Velocità della macchina
60 € all’ora
Risparmi annuali
Spesso supera decine di migliaia di euro.
Ecco perché il Meccanismo 4 domina molte applicazioni di packaging.
Calcolo della capacità produttiva
Formula
Parti per ora =
3600
/
Tempo di ciclo
Esempio
Tempo di ciclo
20 secondi
Calcolo
3600 / 20
=
180 parti all’ora
Risultato
Tasso di produzione
180 parti all’ora per cavità
Confronto della capienza
20 Secondo Ciclo
180 parti all’ora
18 Secondo Ciclo
200 parti all’ora
Miglioramento
11 percento
Su milioni di parti, questa differenza diventa significativa.
Impatto economico dell’affidabilità
L’affidabilità influisce direttamente sulla redditività.
Sistemi affidabili generano:
- Meno tempo di inattività
- Manutenzione inferiore
- Ulteriori produzioni
Esempio
Sistema A
Disponibilità
95 percento
Sistema B
Disponibilità
99 percento
Ore di produzione annuali
6000
Orari aggiuntivi di apertura
6000 × (0,99 − 0,95)
=
240 Ore
Se il valore di produzione è:
500 € all’ora
Valore Annuale Aggiuntivo
240 × 500
=
€120.000
L’affidabilità ha un valore finanziario misurabile.
Confronto economico di tutti e dieci i meccanismi
Applicazioni a costo più basso
Sistemi preferiti
9
10
8
Applicazioni con la manutenzione più bassa
Sistemi preferiti
4
9
10
Applicazioni a Massima Produttività
Sistemi preferiti
4
1
2
5
Applicazioni con la massima capacità
Sistemi preferiti
3
7
Migliori applicazioni di bilanciamento
Sistemi preferiti
2
5
Questi sistemi spesso offrono il miglior compromesso tra:
- Costo
- Affidabilità
- Capacità
Esempio di Studio di Selezione
Prodotto
Cappello per bevande
Materiale
PP
Produzione
100 milioni di parti all’anno
Valutazione
Possibile Smontaggio della Forza
Sì
Risultato economico
Meccanismo 4
Chiaramente superiore
Motivo
Anche piccoli miglioramenti nei tempi di ciclo generano enormi risparmi.
Esempio di Studio di Selezione
Prodotto
Connettore elettrico industriale
Materiale
Nylon riempito di vetro
Produzione
50.000 parti all’anno
Valutazione
Spopolamento con la Forza
Non possibile
Funzionamento automatico
Non Obbligatorio
Risultato economico
Meccanismo 8
Preferito
Motivo
Il costo di proprietà più basso.
Esempio di Studio di Selezione
Prodotto
Serbatoio automobilistico
Materiale
PA66 riempito di vetro
Produzione
3 milioni di parti all’anno
Filo interno
Sì
Coppia richiesta
Alto
Risultato economico
Meccanismo 7
Preferito
Motivo
La capacità tecnica supera i costi aggiuntivi.
Matrice degli Investimenti in Capitali
| Volume di produzione | Livello di Investimento Raccomandato |
| <10.000 Parti | Minimal |
| 10.000–50.000 parti | Basso |
| 50.000–250.000 parti | Moderato |
| 250.000–1 milione di parti | Alto |
| >1 milione di parti | Massima Ottimizzazione |
Con l’aumento del volume di produzione, sistemi più sofisticati diventano economicamente giustificati.
Errori economici comuni
Errore 1
Confrontando solo il costo degli utensili.
Errore 2
Ignorando i costi del lavoro.
Errore 3
Ignorare i momenti di inattività.
Errore 4
Ignorare i risparmi di tempo di ciclo.
Errore 5
Ignorando i costi di manutenzione.
Errore 6
Ignorando la vita della muffa.
Elenco di controllo per la valutazione economica
Prima di selezionare un meccanismo, verifica:
□ Costo degli utensili calcolati
□ Stima dei costi di manutenzione
□ Stima del costo del lavoro
□ Stima del costo del tempo di inattività
□ Volume di produzione verificato
□ ROI calcolato
□ Calcolazione del periodo di ritorno
□ Calcolazione del costo del ciclo di vita
□ Valore di affidabilità considerato
□ Valore di produttività considerato
Parte 4 – Tecnologie Future, Matrice di Decisione Finale e Flusso di Lavoro Ingegneristico Completo
Questo capitolo conclude l’intera serie di ingegneria a sei pilastri che tratta i sistemi di rilascio di stampi a iniezione filettati.
Durante tutta la serie abbiamo analizzato tutti e dieci i meccanismi:
- Meccanismo 1 – Svitamento azionato da motore
- Meccanismo 2 – Svitamento a cremagliera e pignone Tipo 1
- Meccanismo 3 – Svitamento interno continuo idraulico
- Meccanismo 4 – Ripulimento con la forza
- Meccanismo 5 – Svitamento a cremagliera e pignone Tipo 2
- Meccanismo 6 – Svitamento azionato da macchina
- Meccanismo 7 – Svitamento azionato da cilindro idraulico
- Meccanismo 8 – Svitamento manuale Tipo 1
- Meccanismo 9 – Svitamento manuale Tipo 2
- Meccanismo 10 – Svitamento manuale Tipo 3
Abbiamo esplorato:
- Geometria del filettamento
- Comportamento materiale
- Calcolo delle forze
- Calcolo della coppia
- Ingegneria dell’affidabilità
- Valutazione economica
- Analisi dei costi del ciclo di vita
L’ultimo passo è trasformare questi concetti in un processo decisionale ingegneristico completo che possa essere utilizzato in progetti reali di stampi.
La realtà del design moderno degli stampi
I progettisti di stampi di maggior successo non chiedono:
“Che meccanismo mi piace?”
Invece chiedono:
“Quale meccanismo offre il miglior equilibrio tra prestazioni, affidabilità e redditività?”
La risposta cambia da progetto a progetto.
Non esiste una soluzione universale.
Ogni applicazione di stampaggio filettato rappresenta un problema ingegneristico unico.
La matrice decisionale completa
La matrice seguente riassume i punti di forza di tutti e dieci i meccanismi.
| Meccanismo | Costo | Velocità | Affidabilità | Automazione | Capacità |
| 1 | Medium | Alto | Bene | Eccellente | Eccellente |
| 2 | Medium | Alto | Molto bene | Eccellente | Eccellente |
| 3 | Alto | Medium | Bene | Eccellente | Eccezionale |
| 4 | Basso | Eccezionale | Eccezionale | Eccellente | Moderato |
| 5 | Medium | Alto | Molto bene | Eccellente | Eccellente |
| 6 | Medium | Alto | Bene | Eccellente | Eccellente |
| 7 | Alto | Alto | Bene | Eccellente | Eccezionale |
| 8 | Basso | Moderato | Eccellente | Limitato | Moderato |
| 9 | Molto basso | Basso | Eccellente | Limitato | Limitato |
| 10 | Più basso | Più basso | Eccellente | Minimal | Limitato |
Questa matrice può essere utilizzata come punto di partenza per qualsiasi processo di selezione.
La Regola Definitiva dell’Ingegneria
Prima di considerare qualsiasi sistema di svitamento, chiedi sempre:
La filettatura può essere scorticata con la forza?
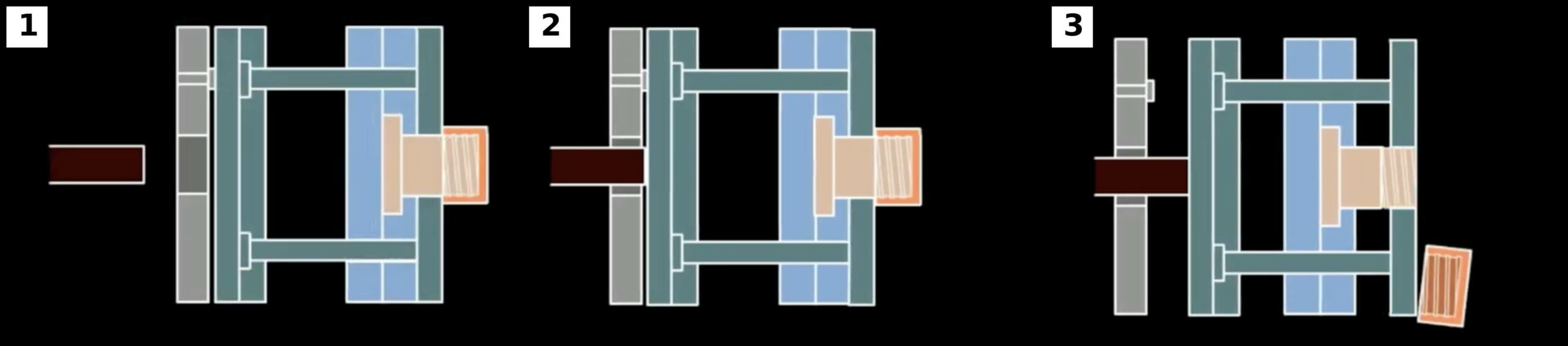
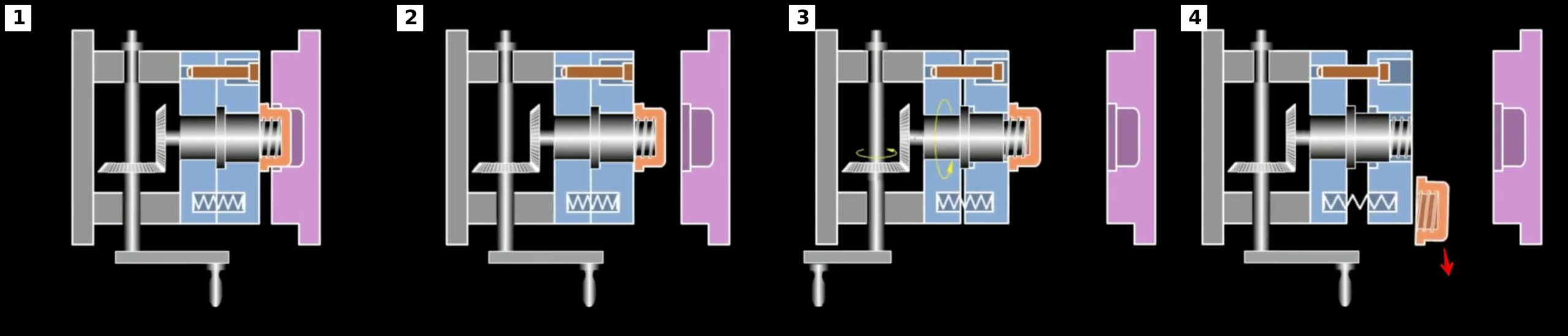
Perché il Meccanismo 4 viene prima
[INSERISCI MECCANISMO 4 IMMAGINE QUI]Le spoglie forzate offrono:
- Manutenzione minima
- Massima affidabilità
- Tempo di ciclo più veloce
- Complessità più bassa
Ogni volta che lo smontaggio forzato è tecnicamente fattibile, dovrebbe sempre essere valutato per primo.
Questa regola da sola può far risparmiare enormi costi di attrezzatura.
Flusso di lavoro di selezione
I progettisti di stampi esperti spesso seguono il seguente processo.
Passo 1
Valuta il materiale
Materiali flessibili:
- PP
- LDPE
- HDPE
Suggerisci immediatamente l’analisi del forzato rimorchiamento.
Passo 2
Valuta la geometria dei fili
Recensione:
- Diametro
- Pitch
- Profondità
- Durata del fidaggio
Determina se lo smontaggio forzato rimane possibile.
Passo 3
Determina il volume di produzione
Questo spesso elimina molte alternative immediatamente.
Passo 4
Determinare i requisiti di automazione
Completamente automatico?
Semiautomatico?
Manuale?
Passo 5
Stima della coppia di svitamento
Questo determina se:
- Sistemi meccanici
- Sistemi idraulici
sono obbligatorie.
Passo 6
Eseguire un’analisi economica
Calcola:
- ROI
- Periodo di ritorno
- Costo del ciclo di vita
Passo 7
Selezione meccanismo
Solo dopo che tutti i passaggi precedenti sono stati completati.
Selezione dei meccanismi in base al volume di produzione
Meno di 10.000 pezzi all’anno
Sistemi preferiti
9
10
8
Motivo
L’investimento più basso.
10.000-50.000 parti all’anno
Sistemi preferiti
8
9
10
2
Motivo
Economia equilibrata.
50.000-500.000 parti all’anno
Sistemi preferiti
2
5
1
6
Motivo
L’automazione diventa preziosa.
Più di 500.000 parti all’anno
Sistemi preferiti
1
2
5
7
Motivo
La produttività domina.
Milioni di parti all’anno
Sistema preferito
4
quando tecnicamente possibile.
Selezione del meccanismo per tipo di filettatura
Filettature esterne
Migliori candidati
4
1
2
5
Filettature interne
Migliori candidati
3
7
1
2
I filetti interni di solito richiedono sistemi di rilascio più sofisticati.
Selezione dei meccanismi per materiale
Polipropilene
Preferito
4
Spopolamento con la Forza
Polietilene
Preferito
4
Spopolamento con la Forza
ABS
Preferito
1
2
5
Nylon
Preferito
2
5
7
Nylon riempito di vetro
Preferito
7
3
Policarbonato
Preferito
2
5
7
Esempio di Selezione Avanzata 1
Prodotto
Chiusura dell’acqua minerale
Materiale
PP
Diametro del filo
28 mm
Produzione
500 milioni di parti all’anno
Valutazione
Materiale flessibile
Sì
Possibile Smontaggio della Forza
Sì
Risultato
Meccanismo 4
Senza dubbio.
Esempio di Selezione Avanzata 2
Prodotto
Serbatoio automobilistico
Materiale
PA66 GF30
Diametro del filo
65 mm
Produzione
3 milioni di parti all’anno
Valutazione
Materiale riempito di vetro
Sì
Alta coppia
Sì
Filo interno
Sì
Risultato
Meccanismo 7
Svitamento idraulico
Esempio di Selezione Avanzata 3
Prodotto
Connettore elettrico industriale
Materiale
ABS
Diametro del filo
40 mm
Produzione
20.000 parti all’anno
Valutazione
Volume Moderato
Basso requisito di automazione
Risultato
Meccanismo 8
Svitamento manuale
La soluzione più economica.
Tecnologie emergenti
Il futuro dei sistemi di rilascio del filo si sta evolvendo rapidamente.
Diverse tecnologie stanno diventando sempre più importanti.
Sistemi di svitamento azionati da servo
I sistemi servo forniscono :
- Posizionamento preciso
- Velocità programmabile
- Monitoraggio della coppia
Vantaggi
- Eccellente controllo
- Compatibilità Industria 4.0
Limitazioni
- Costo più elevato
Tecnologia Smart Stamp
Gli stampi moderni includono sempre di più:
- Sensori
- Monitoraggio del carico
- Monitoraggio della posizione
Benefici
- Manutenzione predittiva
- Riduzione dei tempi di inattività
Manutenzione Predittiva
Le future muffe monitoreranno sempre di più:
- Tendenze di coppia
- Usura dell’ingranaggio
- Condizione del portamento
- Pressione idraulica
L’obiettivo è individuare i guasti prima che la produzione si fermi.
Intelligenza Artificiale nella Progettazione di Stampi
Gli strumenti di progettazione assistiti dall’IA stanno iniziando ad assistere gli ingegneri con:
- Selezione del meccanismo
- Ottimizzazione progettuale
- Previsione dei costi
- Previsione della manutenzione
Questi strumenti probabilmente diventeranno comuni nel prossimo decennio.
Tecnologia dei Gemelli Digitali
Un gemello digitale è un modello virtuale di uno stampo.
Gli ingegneri possono simulare:
- Forze di svitamento
- Rilascio del filo
- Usura
- Programmi di manutenzione
prima di produrre lo stampo.
Questo può ridurre drasticamente il rischio di sviluppo.
Considerazioni sulla sostenibilità
I futuri modelli di stampi daranno sempre più priorità:
- Efficienza energetica
- Manutenzione ridotta
- Durata operativa più lunga
I meccanismi con meno componenti mobili diventeranno sempre più attraenti.
Linee Guida Finali di Ingegneria
Dopo aver analizzato tutti e dieci i meccanismi, emergono diversi principi universali.
Linea Guida 1
Valuta sempre prima il forzamento di ripulimento.
Linea Guida 2
Usa il meccanismo più semplice in grado di soddisfare i requisiti.
Linea Guida 3
Evita automazioni inutili.
Linea Guida 4
Valuta il costo totale di proprietà.
Linea Guida 5
Progettare per la manutenzione.
Linea Guida 6
Considera la vita della muffa fin dall’inizio.
Linea Guida 7
Ottimizza la geometria del filettamento prima di progettare il meccanismo.
Linea Guida 8
Basare le decisioni su calcoli piuttosto che su assunzioni.
Checklist Master per la Selezione
Prima dell’approvazione finale del meccanismo, verifica:
□ Materiale valutato
□ Geometria del filo valutata
□ Volume di produzione stabilito
□ Requisiti di automazione definiti
□ Calcolazione della coppia svitata
□ Obiettivi di affidabilità stabiliti
□ Strategia di manutenzione definita
□ ROI calcolato
□ Valutazione del costo del ciclo di vita
□ Valutazione dello stripping forzato
□ Completamento del punteggio finale
□ Meccanismo giustificato
Conclusione finale
I sistemi di rilascio del filettatore rappresentano uno degli aspetti più impegnativi dell’ingegneria degli stampi a iniezione.
La selezione con successo richiede un equilibrio:
- Prestazioni tecniche
- Efficienza produttiva
- Affidabilità
- Manutenzione
- Economia
Nessun singolo meccanismo è universalmente superiore.
La soluzione migliore è sempre quella che soddisfa i requisiti tecnici offrendo al contempo il costo totale di proprietà più basso.
Applicando le metodologie, i calcoli e i flussi di lavoro ingegneristici presentati in questa serie di sei articoli, i progettisti di stampi possono valutare con sicurezza qualsiasi applicazione di stampaggio filettato e selezionare il meccanismo di rilascio più efficace.
Che la risposta sia un semplice progetto a scavamento forzato, un nucleo manuale svitante, un sistema meccanico a cremagliera e pignone o un sofisticato meccanismo idraulico, la selezione si baserà su solidi principi ingegneristici piuttosto che su supposizioni.
Questo conclude l’intera serie ingegneristica a sei pilastri sui Sistemi di Rilascio di Stampi a Iniezione Filettati.