Fondamenti, applicazioni e panoramica dei meccanismi
I sistemi di svitamento manuale sono tra i metodi di rilascio della filettatura più antichi utilizzati nella progettazione di stampi a iniezione.
Sebbene gli stampi moderni utilizzino sempre più spesso servomotori, sistemi idraulici e meccanismi automatici a cremagliera e pignone, i sistemi di svitamento manuale rimangono altamente rilevanti in molte applicazioni industriali.
Contrariamente a quanto si crede, i sistemi manuali non sono obsoleti.
In effetti, spesso rappresentano la soluzione più economica quando:
- I volumi di produzione sono bassi
- I budget per gli utensili sono limitati
- I cicli di vita del prodotto sono brevi
- È richiesta la produzione di prototipi
- La semplicità della manutenzione è importante
Molti stampi di successo continuano a funzionare per decenni utilizzando meccanismi manuali di rilascio del filetto.
Questo articolo esamina:
- Meccanismo 8 – Svitamento manuale Tipo 1
- Meccanismo 9 – Svitamento manuale Tipo 2
- Meccanismo 10 – Svitamento manuale Tipo 3
Questi meccanismi condividono un principio comune:
L’input umano fornisce il movimento rotazionale necessario per rilasciare il filo stampato.
Perché esistono ancora sistemi di svitamento manuale
Un errore comune tra i progettisti di stampi inesperti è presumere che ogni componente filettato richieda automazione.
Questo spesso è economicamente scorretto.
Consideriamo il seguente esempio.
Produzione annuale
5.000 Parti
Vita del prodotto
3 anni
Produzione totale
15.000 Parti
Installazione:
- Servomotori
- Cilindri idraulici
- Treni di ingranaggi
potrebbe aumentare il costo della muffa di migliaia di euro.
In molti casi, l’investimento non verrà mai recuperato.
Un sistema manuale può produrre le stesse parti a una frazione del costo degli utensili.
Cos’è un sistema di svitamento manuale?
Un sistema di svitamento manuale è un meccanismo che richiede l’intervento dell’operatore per liberare la filettatura stampata.
L’operatore può:
- Ruota una maniglia
- Rimuovere un nucleo filettato
- Svita direttamente un nucleo
La procedura esatta dipende dal progetto del meccanismo.
A differenza dei sistemi automatici, il ciclo non può essere completato senza il coinvolgimento dell’operatore.
Vantaggi dei sistemi manuali
I sistemi di svitamento manuale offrono diversi vantaggi significativi.
Basso costo degli utensili
No:
- Motori
- Cilindri idraulici
- Servoazionamenti
- Controlli complessi
sono obbligatorie.
Costruzione semplice
La maggior parte dei sistemi manuali contiene relativamente poche parti mobili.
Questo semplifica:
- Produzione
- Assemblea
- Manutenzione
Alta affidabilità
Meno componenti generalmente portano a:
- Tassi di guasto più bassi
- Manutenzione ridotta
Riparazione facile
La maggior parte delle riparazioni può essere effettuata utilizzando utensili meccanici convenzionali.
Limitazioni dei sistemi manuali
Nonostante i loro vantaggi, i sistemi manuali non sono adatti a ogni applicazione.
Produttività ridotta
L’intervento manuale aumenta il tempo di ciclo.
Dipendenza dell’operatore
Le prestazioni dipendono da:
- Abilità dell’operatore
- Coerenza degli operatori
Limitazioni ergonomiche
Un funzionamento manuale ripetuto può creare:
- Fatica
- Preoccupazioni sul movimento ripetitivo
Vincoli di produzione
I sistemi manuali sono raramente adatti per:
- Produzione completamente automatizzata
- Volumi di produzione estremamente elevati
Meccanismo 8 – Svitamento manuale Tipo 1
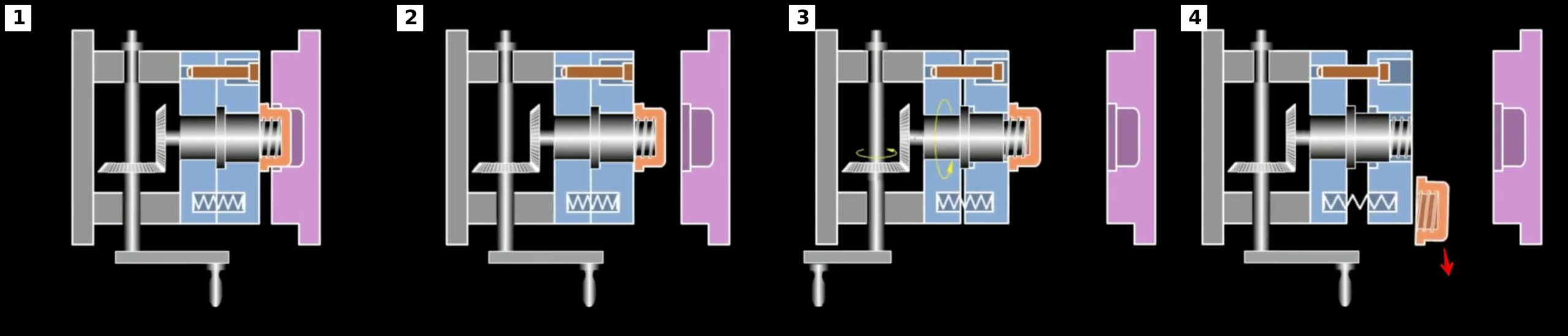
Il meccanismo 8 utilizza una maniglia azionata manualmente collegata a un sistema di ingranaggi smussati.
L’operatore ruota la maniglia dopo l’apertura dello stampo.
Gli ingranaggi bissellati trasmettono il movimento rotazionale al nucleo filettato.
Una piastra scorticolatrice sostiene il componente durante il rilascio della filettatura.
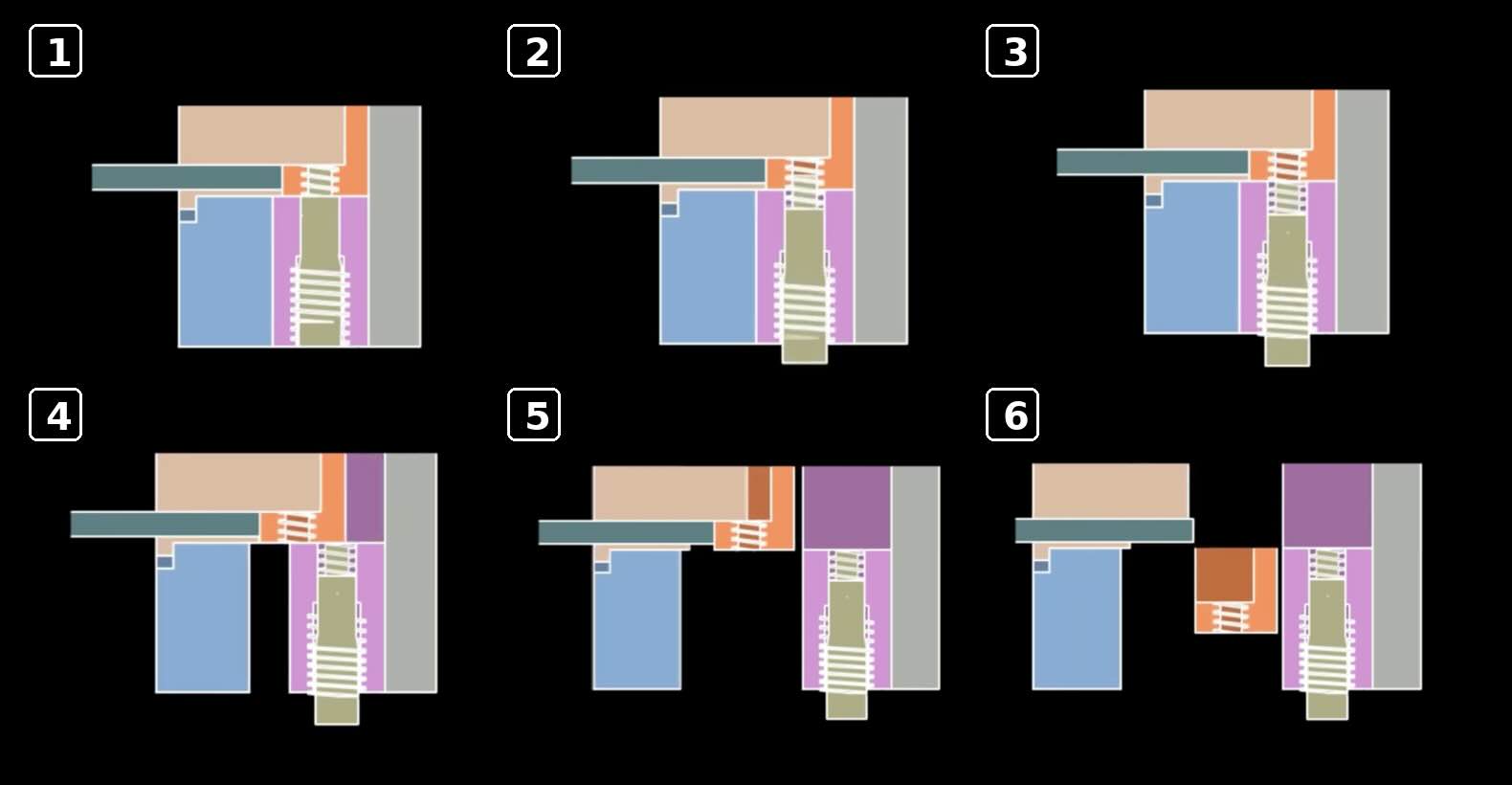
Sequenza operativa
Passo 1
Si apre muffa.
Passo 2
L’operatore ruota la maniglia.
Passo 3
Gli ingranaggi smussati ruotano il nucleo filettato.
Passo 4
Il filo si disinnesta.
Passo 5
La piastra scappatola supporta il movimento dei pezzi.
Passo 6
Una parte viene rimossa.
Vantaggi del Meccanismo 8
- Basso costo
- Progettazione semplice
- Buon vantaggio meccanico
- Adatto a filettature di dimensioni moderate
Applicazioni tipiche
- Prototipi industriali
- Parti di servizio
- Componenti di manutenzione
- Piccole tirate di produzione
Meccanismo 9 – Svitamento manuale Tipo 2
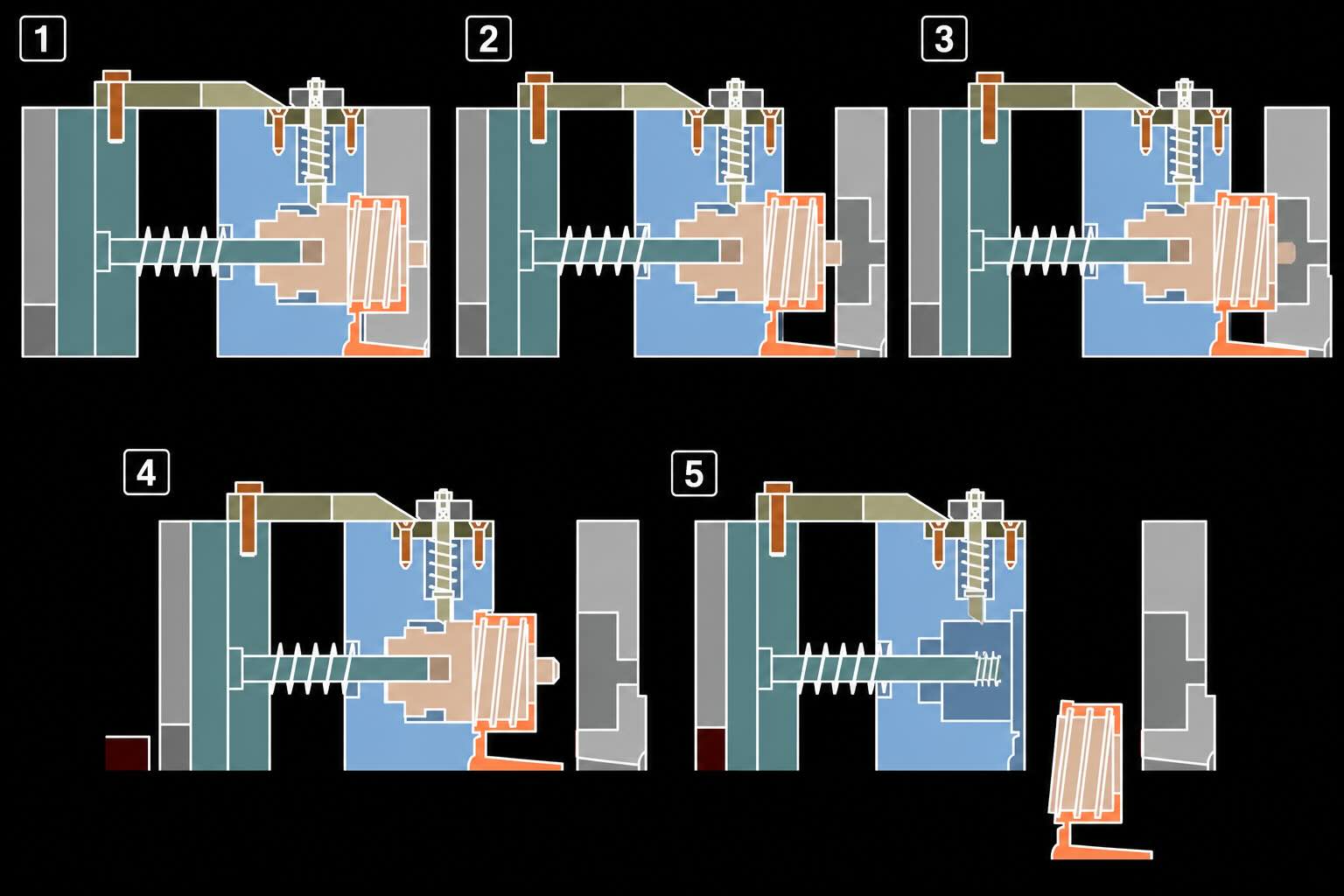
Il meccanismo 9 combina il rilascio meccanico con la rimozione manuale del nucleo.
A differenza del Meccanismo 8, il nucleo filettato stesso viene rimosso dal componente stampato.
Lo stampo contiene:
- Sistema a cuneo
- Sistema di chiusura a baionetta
- Nucleo filettato
L’operatore rimuove il nucleo dopo l’apertura dello stampo.
Sequenza operativa
Passo 1
Si apre muffa.
Passo 2
Il sistema di eiettore si muove.
Passo 3
Il sistema di bloccaggio della baionetta si disattiva.
Passo 4
Il nucleo filettato diventa libero.
Passo 5
L’operatore rimuove il nucleo filettato.
Passo 6
La parte è separata dal nucleo.
Vantaggi del Meccanismo 9
- Costruzione estremamente semplice
- Costi di utensili molto bassi
- Adatto a geometrie di filo difficili
Limitazioni
- Funzionamento più lento
- Richiesto un maneggio aggiuntivo
- Maggiore coinvolgimento degli operatori
Applicazioni tipiche
- Utensili prototipo
- Stampi da laboratorio
- Prodotti industriali specializzati
Meccanismo 10 – Svitamento manuale Tipo 3
Il meccanismo 10 è il metodo manuale di rilascio della filettatura più semplice.
Il nucleo filettato rimane all’interno dello stampo.
Prima dell’apertura dello stampo, l’operatore svita manualmente il nucleo.
Dopo la chiusura dello stampo, l’operatore avvita il nucleo in posizione.
Questo design elimina la maggior parte dei componenti del cambio.
Sequenza operativa
Passo 1
Il ciclo di modanatura è completato.
Passo 2
L’operatore svita manualmente il nucleo.
Passo 3
Si apre muffa.
Passo 4
Una parte viene rimossa.
Passo 5
L’operatore reinstalla il nucleo filettato.
Passo 6
Inizia il ciclo successivo.
Vantaggi del Meccanismo 10
- Costo di utensile più basso
- Componenti minimi
- Design estremamente semplice
Limitazioni
- Tempo di ciclo più lento
- Coinvolgimento più alto degli operatori
- Non adatto a volumi di produzione più grandi
Confronto tra i tre sistemi manuali
| Parametro | Meccanismo 8 | Meccanismo 9 | Meccanismo 10 |
| Costo degli utensili | Basso | Molto basso | Più basso |
| Produttività | Moderato | Basso | Molto basso |
| Complessità | Medium | Basso | Molto basso |
| Manutenzione | Basso | Molto basso | Molto basso |
| Affidabilità | Eccellente | Eccellente | Eccellente |
Quando dovrebbero essere selezionati i sistemi manuali?
I sistemi manuali sono spesso appropriati quando:
Produzione annuale
Meno di 50.000 pezzi
Budget degli utensili
Limitato
Requisiti di automazione
Basso
Vita del prodotto
Short
Sviluppo del prototipo
Richiesto
In queste condizioni, i sistemi manuali spesso offrono il costo totale più basso.
Esempio di valutazione economica
Considera due alternative.
Stampo per svitamento automatico
Costo aggiuntivo
€15.000
Svitamento manuale dello stampo
Costo aggiuntivo
2.000 €
Differenza
€13.000
Per un prodotto che richiede solo 10.000 componenti durante la sua vita, la soluzione automatizzata potrebbe non recuperare mai l’investimento aggiuntivo.
Parametri di progettazione richiesti
Prima di progettare un sistema di svitamento manuale, l’ingegnere deve sapere:
□ Diametro della filettatura
□ Ingranaggio del filo
□ Lunghezza dell’ingaggio del filo
□ Turni Obbligatori
□ Volume di produzione
□ Accesso Operatore Disponibile
□ Requisiti ergonomici
□ Obiettivi di tempo di ciclo
Questi valori determinano se l’operazione manuale è pratica.
Lista di controllo per il Progetto per lo Svitamento Manuale
Prima di selezionare un sistema manuale, verifica:
□ Volume di produzione adeguato
□ Accesso operatore disponibile
□ Ergonomica accettabile
□ Geometria del filo recensita
□ Requisiti di manutenzione esaminati
□ Giustificazione economica completata
Parte 2 – Calcolo della coppia, progettazione delle maniglie, vantaggi meccanici ed ergonomia
Nella Parte 1, abbiamo esaminato i principi di funzionamento dei tre meccanismi manuali di svitamento:
- Meccanismo 8 – Svitamento manuale Tipo 1
- Meccanismo 9 – Svitamento manuale Tipo 2
- Meccanismo 10 – Svitamento manuale Tipo 3
Il passo successivo è determinare se un operatore può effettivamente rilasciare il filetto.
A differenza dei sistemi idraulici o azionati da motori, i sistemi manuali si basano interamente sulla forza umana.
L’ingegnere deve assicurarsi che:
- La coppia richiesta è accettabile
- La forza della maniglia è ragionevole
- La fatica dell’operatore è ridotta al minimo
- Il tempo di ciclo rimane pratico
- I limiti ergonomici sono rispettati
Questi calcoli sono fondamentali perché uno stampo tecnicamente funzionale potrebbe comunque guastarsi economicamente se lo sforzo manuale diventa eccessivo.
L’operatore umano come fonte di energia
I sistemi di svitamento manuale utilizzano energia umana.
Questo introduce vincoli ingegneristici che non esistono nei sistemi automatici.
La capacità umana dipende da:
- Forza
- Postura
- Tasso di ripetizione
- Fatica
- Ambiente di lavoro
Per questo motivo, i sistemi manuali richiedono una valutazione ergonomica.
Determinazione della coppia di svitaggio necessaria
Il punto di partenza è calcolare la coppia di rilascio della filettatura.
Supponiamo:
Diametro del filettamento = 38 mm
Materiale = Polipropilene
Coppia di svitamento richiesta = 8 Nm
Questa coppia deve essere fornita dall’operatore.
Perché la coppia è importante
Un filetto che richiede:
5 Nm
può essere utilizzato comodamente.
Un filetto che richiede:
40 Nm
può diventare poco pratico per l’uso ripetitivo.
La coppia è quindi il parametro principale di progettazione.
Fattori di sicurezza
Le condizioni reali variano.
I fattori includono:
- Ritiro del materiale
- Temperatura dello stampo
- Contaminazione
- Usura
Fattori di sicurezza raccomandati:
Prototipo di stampo
1.5
Stampo di produzione
2.0
Materiali difficili
2.5
Esempio
Coppia calcolata
8 Nm
Fattore di sicurezza
2
Calcolo
Coppia di progetto
8 × 2
Coppia progettata = 16 Nm
Risultato
Il sistema manuale dovrebbe essere in grado di trasmettere:
16 Nm
Calcolo base della forza della maniglia
L’operatore applica forza attraverso una maniglia.
Formula
Forza = Coppia / Raggio
Dove:
Forza = N
Coppia = Nm
Raggio = m
Esempio
Coppia richiesta
16 Nm
Lunghezza del manico
200 mm
Converti raggio
200 mm = 0,20 m
Calcolo
Forza = 16 / 0,20
Forza = 80 N
Risultato
Forza operatoria = 80 N
Comprendere la forza umana
Forze operative continue approssimate:
Funzionamento a una mano
50 a 80 N
Comodità a due mani
100 a 150 N
Forza massima a breve durata
250 a 300 N
L’obiettivo è rimanere entro il range di comfort.
Effetto della lunghezza del manico
Aumentare la lunghezza dell’impugnatura riduce la forza necessaria.
Esempio 1
Coppia = 16 Nm
Manico = 150 mm
Forza = 16 / 0,15
Forza = 107 N
Esempio 2
Coppia = 16 Nm
Manico = 300 mm
Forza = 16 / 0,30
Forza = 53 N
Risultato
Raddoppiare la lunghezza del manico dimezza approssimativamente la forza dell’operatore.
Meccanismo 8 – Sistema di ingranaggi smussati
Il meccanismo 8 utilizza ingranaggi smussati per fornire un vantaggio meccanico.
L’operatore ruota una maniglia.
Il sistema di ingranaggi smussati trasferisce il movimento al nucleo filettato.
Fondamenti del rapporto di trasmissione
Formula
Rapporto di trasmissione =
Denti a ingranaggio azionati
/
Denti del Motore
Esempio
Ingranaggio di guida
20 Denti
Ingranaggio motorizzato
60 Denti
Calcolo
Rapporto di trasmissione =
60 / 20
Rapporto di trasmissione = 3
Risultato
L’operatore guadagna:
Coppia 3 volte più
mentre perdeva velocità di rotazione.
Moltiplicazione della coppia
Formula
Coppia in uscita = Coppia in ingresso × rapporto di trasmissione
Esempio
Coppia dell’operatore
8 Nm
Rapporto di trasmissione
3
Calcolo
Coppia in uscita =
8 × 3
Coppia in uscita = 24 Nm
Risultato
Coppia del nucleo filettato = 24 Nm
Efficienza meccanica
I veri sistemi di ingranaggi non sono perfetti.
Efficienza tipica degli ingranaggi bissellati
90-95 percento
Esempio
Coppia teorica
24 Nm
Efficienza
90 percento
Calcolo
Coppia effettiva
24 × 0,90
Coppia effettiva = 21,6 Nm
Risultato
Coppia disponibile = 21,6 Nm
Numero di turni necessari
Geometria del filo
Altezza = 3 mm
Lunghezza d’ingaggio = 12 mm
Formula
Turni =
Durata del fidanza
/
Pitch
Calcolo
Turni =
12 / 3
Turni = 4
Risultato
Rivoluzioni di filo richieste = 4
Requisito di rotazione dell’operatore
Per un rapporto di trasmissione 3:1
Formula
Turni dell’operatore =
Torni della filettatura × rapporto di trasmissione
Calcolo
Turni dell’operatore =
4 × 3
Turni dell’operatore = 12
Risultato
L’operatore ruota la maniglia:
12 Turni
per liberare il filo.
Perché i rapporti di trasmissione sono un compromesso
Rapporto di trasmissione più alto
Vantaggi
- Forza inferiore
Svantaggi
- Più rotazioni del manico
Rapporto di trasmissione più basso
Vantaggi
- Funzionamento più veloce
Svantaggi
- Forza superiore
Il progettista deve bilanciare questi fattori.
Considerazioni del Meccanismo 9
Il meccanismo 9 non si basa molto sulla coppia dell’operatore.
Invece:
L’operatore rimuove il nucleo filettato.
Le principali preoccupazioni sono:
- Sforzo di gestione
- Accessibilità
- Tempo di ciclo
Forza di rimozione del nucleo
Esempio
Peso del core
1,5 kg
Formula
Forza = Massa × Gravità
Calcolo
Forza =
1.5 × 9.81
Forza = 14,7 N
Risultato
Forza di Gestione = 14,7 N
Di solito accettabile.
Considerazioni del Meccanismo 10
Il meccanismo 10 richiede lo svitamento manuale diretto.
L’operatore applica la coppia direttamente al nucleo.
Non potrebbe esserci alcun vantaggio meccanico.
Questo spesso limita la dimensione pratica del filo.
Linee guida ergonomiche
Per ambienti di produzione ripetitivi:
Coppia massima continua raccomandata
10 Nm
Coppia preferita
5 Nm
o meno
Per un’operazione occasionale:
15 a 20 Nm
potrebbe essere accettabile.
Fatica dell’operatore
La stanchezza aumenta con:
- Coppia
- Tasso di ripetizione
- Postura impacciata
- Dimensione del manico
La muffa dovrebbe essere progettata per minimizzare tutti e quattro i fattori.
Progettazione delle manette
Un cattivo design della maniglia può duplicare la fatica dell’operatore.
Diametro della maniglia raccomandato
25-40 mm
Lunghezza dell’impugnatura raccomandata
100-150 mm
Superficie consigliata
Texturizzato
Antiscivolo
Analisi del tempo del ciclo
Considera:
Svitare il Tempo
5 secondi
Tempo di Gestione
3 secondi
Reinstallazione del nucleo
4 secondi
Tempo Totale Manuale
12 secondi
Per la produzione a basso volume questo può essere accettabile.
Per la produzione di massa diventa problematico.
Esempio di ingegneria
Prodotto
Involucro Prototipo Filettato
Diametro del filo
30 mm
Pitch
2 mm
Impegno
10 mm
Coppia richiesta
6 Nm
Fattore di sicurezza
2
Coppia di progetto
12 Nm
Lunghezza del manico
250 mm
Forza dell’operatore
12 / 0.25
Forza operatoria = 48 N
Risultato
Funzionamento manuale confortevole
Adatto al Meccanismo 8
Errori di progettazione comuni
Errore 1
Ignorare la stanchezza dell’operatore.
Errore 2
Usare manici eccessivamente corti.
Errore 3
Selezionare rapporti di trasmissione non necessari.
Errore 4
Ignorare i tempi del ciclo.
Errore 5
Posizionamento ergonomico scadente.
Elenco di controllo per il design
Prima di approvare un sistema di svitamento manuale, verifica:
□ Coppia necessaria calcolata
□ Fattore di sicurezza applicato
□ Calcolazione della forza di presa
□ Rapporto di trasmissione selezionato
□ Numero di turni dell’operatore calcolati
□ Limiti ergonomici recensiti
□ Dimensioni del manico verificate
□ Tempo di ciclo valutato
□ Accessibilità dell’operatore verificata
□ Stanchezza considerata
Parte 3 – Progettazione dell’Albero, Ingranaggi Conici, Cuscinetti, Usura e Affidabilità
Nella Parte 2, abbiamo calcolato:
- Coppia di svitamento richiesta
- Forza del manico
- Vantaggio meccanico
- Rapporti di trasmissione
- Sforzo dell’operatore
- Limiti ergonomici
Questi calcoli determinano se un sistema manuale sia pratico.
Tuttavia, il funzionamento pratico da solo non garantisce uno stampo di successo.
Anche i componenti meccanici devono sopravvivere:
- Migliaia di cicli
- Uso improprio degli operatori
- Carichi di urto
- Usura
- Servizio a lungo termine
Questo capitolo si concentra sui componenti meccanici che determinano l’affidabilità.
Esamineremo:
- Progettazione dell’albero
- Dimensionamento degli ingranaggi smussati
- Progettazione delle chiavi
- Scelta dei cuscinetti
- Meccanismi di usura
- Ingegneria dell’affidabilità
Questi fattori sono particolarmente importanti per il Meccanismo 8, ma influenzano anche i Meccanismi 9 e 10.
Perché l’affidabilità meccanica è importante
Molti progettisti presumono che gli stampi manuali subano poco stress.
Questo spesso è sbagliato.
Gli operatori umani creano:
- Carichi di urto
- Coppia incostante
- Improvvisi inversioni
- Forza eccessiva
Un meccanismo manuale mal progettato potrebbe guastarsi molto prima del previsto.
Componenti soggetti all’usura
Il meccanismo 8 contiene:
- Manico
- Albero
- Ingranaggi conici
- Chiavi
- Cuscintetti
Ogni componente deve essere progettato in modo appropriato.
Fondamenti della progettazione dell’albero
L’albero trasferisce la coppia dell’operatore al nucleo filettato.
L’asta sperimenta:
- Carico torsionale
- Carichi di flessione
- Carico per fatica
Il primo passo di progettazione è verificare lo stress torsionale.
Formula di Sforzo Torsionale
Formula
Sforzo di taglio =
Coppia di 16 ×
/
(3,1416 × diametro³)
Dove:
Coppia = Nmm
Diametro = mm
Stress = MPa
Esempio
Coppia di progetto
20 Nm
Convertizione
20 Nm = 20.000 Nmm
Supponiamo
Diametro = 16 mm
Calcolo
Sforzo di taglio =
(16 × 20.000)
/
(3.1416 × 16³)
Sforzo di taglio = 24,9 MPa
Risultato
Accettabile per gli acciai utensili comuni.
Stima del diametro dell’albero
L’equazione può essere riorganizzata.
Formula
Diametro = radice cubica di
(16 × Coppia)
/
(3.1416 × Stress Consentito)
Esempio
Coppia = 20.000 Nmm
Stress ammissibile = 60 MPa
Calcolo
Diametro ≈ 12 mm
Pratica ingegneristica
Seleziona:
16 mm
per migliorare rigidità e affidabilità.
Perché la rigidità è importante
Un fusto può essere abbastanza forte ma comunque troppo flessibile.
Una deviazione eccessiva crea:
- Disallineamento del marcia
- Usura irregolare
- Funzionamento grezzo
Nei sistemi manuali, la rigidità è spesso più importante della resistenza.
Fondamenti dell’ingranaggio bisellato
Il meccanismo 8 utilizza comunemente ingranaggi bisellati.
Gli ingranaggi conici trasferiscono il movimento tra alberi che si intersecano.
La maggior parte dei sistemi manuali utilizza:
Disposizione dell’albero a 90 gradi
perché migliora l’accessibilità degli operatori.
Perché si usano gli ingranaggi smussati
Vantaggi
- Disposizione compatta
- Buona efficienza meccanica
- Funzionamento semplice
Efficienza degli ingranaggi smussati
Efficienza tipica
90-95 percento
Esempio
Coppia in ingresso
20 Nm
Efficienza
92 percento
Calcolo
Coppia di uscita
20 × 0,92
Coppia in uscita = 18,4 Nm
Risultato
Coppia del nucleo disponibile = 18,4 Nm
Forza dent-ingranaggio
I denti degli ingranaggi devono trasmettere la coppia.
Formula
Forza = Coppia / Raggio
Esempio
Coppia di uscita
18,4 Nm
Raggio del marcia
20 mm
Raggio = 0,02 m
Calcolo
Forza =
18.4 / 0.02
Forza = 920 N
Risultato
Forza dentale = 920 N
Selezione dei materiali dell’attrezzatura
Materiali comuni:
Acciaio per utensili temprato
Vantaggi
- Eccellente resistenza all’usura
- Lunga durata operativa
Consigliato per stampi di produzione.
Acciaio in lega
Vantaggi
- Buona resistenza
- Costo inferiore
Scelta comune.
Bronzo
Occasionalmente usata per ridurre l’attrito.
Adatto per applicazioni leggere.
Progettazione delle chiavi
Le chiavi trasmettono la coppia tra:
- Albero
- Attrezzatura
Una progettazione impropria delle chiavi è una fonte comune di guasto.
Calcolo delle forze chiave
Formula
Forza = Coppia / Raggio
Esempio
Coppia = 18,4 Nm
Raggio = 8 mm
Raggio = 0,008 m
Calcolo
Forza =
18.4 / 0.008
Forza = 2300 N
Risultato
Forza chiave = 2300 N
Dimensioni delle chiavi consigliate
Albero tipico
16 mm
Tonalità consigliata
5 × 5 mm
Lunghezza
25-35 mm
Questo fornisce una capacità di coppia adeguata per la maggior parte dei sistemi manuali.
Selezione del Cuscinetto
I cuscinetti supportano alberi rotanti.
Anche gli stampi manuali beneficiano di un corretto design dei cuscinetti.
Tipi di cuscinetti comuni
Cuscinetti a sfere a scanalatura profonda
Vantaggi
- Basso attrito
- Basso costo
- Sostituzione facile
La scelta più comune.
Cuscinetti a aghi
Vantaggi
- Compatto
- Alta capacità di carico
Adatto per spazi limitati.
Boccole in bronzo
Vantaggi
- Semplice
- Basso costo
Spesso utilizzato negli stampi prototipi.
Esempio di carico portante
Forza del Cambio
920 N
Supponiamo:
Carico portante
920 N
Questo carico viene utilizzato per selezionare la dimensione del cuscinetto.
Affidabilità del meccanismo 9
Il meccanismo 9 contiene pochissime parti mobili.
Aree di usura primarie:
- Serratura a baionetta
- Superfici guida
- Interfaccia core
Vantaggi
- Affidabilità estremamente elevata
- Manutenzione bassa
Affidabilità del meccanismo 10
Il meccanismo 10 è meccanicamente il sistema più semplice.
Aree di usura primarie:
- Nucleo filettato
- Superfici di maneggevolezza dell’operatore
Vantaggi
- Numero minimo di componenti
- Manutenzione molto bassa
Meccanismi di usura
Le fonti di usura più comuni sono:
Usura abrasiva
Causato da:
- Terra
- Materiali riempiti di vetro
- Contaminazione
Usura dell’adesivo
Causato da:
- Scarsa lubrificazione
- Contatto metallo-metallo
Usura da impatto
Causato da:
- Caricamento improvviso dell’operatore
- Manipolazione brusca
Lubrificazione
Anche i sistemi manuali beneficiano di una corretta lubrificazione.
Aree consigliate
- Ingranaggi conici
- Cuscintetti
- Superfici di scorrimento
Benefici
- Usura inferiore
- Forza operativa ridotta
- Durata operativa più lunga
Ingegneria dell’affidabilità
Uno stampo manuale affidabile dovrebbe sopravvivere:
- Produzione del prototipo
- Produzione di parti di servizio
- Produzione in piccoli lotti
con manutenzione minima.
Obiettivi tipici di affidabilità
Prototipo di stampo
100.000 cicli
Stampo per il servizio di produzione
500.000 cicli
Stampo per pezzi di ricambio industriale
1 milione di cicli
Questi valori sono solitamente raggiungibili con un adeguato progetto.
Esempio di ingegneria
Diametro del filo
40 mm
Coppia richiesta
12 Nm
Forza del manico
50 N
Diametro dell’albero
16 mm
Rapporto di trasmissione
2:1
Efficienza degli ingranaggi smussati
92 percento
Coppia di uscita disponibile
22,1 Nm
Risultato
Adatto per l’uso manuale a lungo termine.
Errori di progettazione comuni
Errore 1
Asti sottodimensionati.
Errore 2
Ignorando l’efficienza dell’attrezzatura.
Errore 3
Usare materiali per ingranaggi morbidi.
Errore 4
Scarsa lubrificazione.
Errore 5
Ignorare l’uso improprio dell’operatore.
Elenco di controllo per il design
Prima di approvare un sistema manuale, verifica:
□ Calcolazione delle tensioni dell’albero
□ Diametro dell’albero verificato
□ Forze dell’ingranaggio calcolate
□ Scelto del cambio conico
□ Dimensioni chiave verificate
□ Calcolare i carichi di carico
□ Lubrificazione specificata
□ Recensione di Wear
□ Obiettivo di affidabilità stabilito
□ Accesso alla manutenzione verificato
Parte 4 – Esempio completo di progettazione, analisi dei costi, ottimizzazione e migliori pratiche
Nelle Parti 1, 2 e 3, abbiamo sviluppato le basi ingegneristiche necessarie per progettare sistemi di svitamento manuale.
Abbiamo esaminato:
- Meccanismo 8 – Svitamento manuale Tipo 1
- Meccanismo 9 – Svitamento manuale Tipo 2
- Meccanismo 10 – Svitamento manuale Tipo 3
- Calcolo della coppia
- Calcolo delle forze di presa
- Vantaggio meccanico
- Considerazioni ergonomiche
- Progettazione dell’albero
- Dimensionamento degli ingranaggi smussati
- Scelta dei cuscinetti
- Ingegneria dell’affidabilità
L’ultimo passaggio è integrare questi calcoli in una metodologia di progettazione completa.
Questo capitolo dimostra come i progettisti esperti di stampi valutino i sistemi manuali, ottimizno le prestazioni e determinino quando l’operazione manuale rimane la soluzione più economica.
Esempio completo di progettazione
Prosegneremo un sistema di svitamento manuale per un prototipo di componente industriale.
Dati di prodotto
Descrizione della parte
Involucro elettrico filettato
Materiale
Nylon riempito di vetro
Diametro del filo
40 mm
Inclinazione del filo
2,5 mm
Lunghezza dell’ingaggio della filettatura
10 mm
Produzione annuale
15.000 Parti
Vita prevista della muffa
5 anni
Affidabilità del bersaglio
95 percento
Passo 1 – Calcolare le virate richieste
Formula
Numero di turni =
Durata del fidanza
/
Pitch
Calcolo
Turni =
10 / 2.5
Turni = 4
Risultato
Turni Richiesti = 4
Passo 2 – Stima della coppia di svitamento
Basato su:
- Ritiro del materiale
- Geometria del filettamento
- Rinforzo in fibra di vetro
Coppia stimata
10 Nm
Applicare il fattore di sicurezza
2
Formula
Coppia progettata =
10 × 2
Coppia progettata = 20 Nm
Risultato
Coppia di progetto richiesta = 20 Nm
Passo 3 – Selezione del meccanismo
Possibili Scelte
Meccanismo 8
Sistema a ingranaggio conico manuale
Meccanismo 9
Sistema Core Removibile
Meccanismo 10
Rimozione manuale diretta del nucleo
Valutazione ingegneristica
Volume di produzione
15.000 parti all’anno
Requisiti di automazione
Basso
Budget
Limitato
Risultato
Meccanismo 8 selezionato
Motivo
Fornisce un buon equilibrio tra produttività e costi degli utensili.
Passo 4 – Determina la lunghezza della maniglia
Forza Operatorio del Bersaglio
Meno di 80 N
Formula
Forza = Coppia / Raggio
Riorganizzato
Raggio = Coppia / Forza
Calcolo
Raggio =
20 / 80
Raggio = 0,25 m
Risultato
Lunghezza del manico richiesta
250 mm
Passo 5 – Verifica la forza dell’operatore
Formula
Forza = Coppia / Raggio
Calcolo
Forza =
20 / 0.25
Forza = 80 N
Risultato
Accettabile
Comodo per l’uso normale.
Passaggio 6 – Seleziona il rapporto di trasmissione
Rapporto di trasmissione scelto
2:1
Vantaggi
- Forza operativa ridotta
- Rotazione moderata del manico
Passo 7 – Calcolare le rotazioni degli operatori
Rotazioni Obbligatorie del Filettamento
4
Rapporto di trasmissione
2
Formula
Turni dell’operatore =
4 × 2
Turni dell’operatore = 8
Risultato
L’operatore ruota la maniglia
8 Turni
per liberare completamente il filo.
Passo 8 – Verifica la coppia di uscita
Coppia dell’operatore
20 Nm
Rapporto di trasmissione
2
Efficienza
92 percento
Formula
Coppia in uscita =
20 × 2 × 0,92
Coppia in uscita = 36,8 Nm
Risultato
Coppia disponibile = 36,8 Nm
Esiste un ampio margine di sicurezza.
Passo 9 – Progettazione dell’albero
Diametro dell’albero selezionato
16 mm
Dalla Parte 3:
Sforzo calcolato
24,9 MPa
Risultato
Accettabile
Eccellente durabilità a lungo termine.
Passo 10 – Selezione del Cuscinetto
Tipo di cuscinetto
Cuscinetto a sfere a scanalatura profonda
Vantaggi
- Basso attrito
- Basso costo
- Sostituzione facile
Consigliato per il Meccanismo 8.
Passo 11 – Revisione dell’affidabilità
Produzione prevista
15.000 × 5
Produzione totale
75.000 Parti
Questo livello di produzione è facilmente raggiungibile con un sistema manuale progettato correttamente.
Perché è stato scelto il Meccanismo 8
Il Meccanismo 8 prevede:
- Funzionamento più veloce
- Ergonomia migliore
- Riduzione della fatica
- Produttività migliorata
rispetto ai Meccanismi 9 e 10.
Per questa applicazione, offre la soluzione complessiva migliore.
Quando il meccanismo 9 è migliore
Il meccanismo 9 è spesso preferibile quando:
- Il volume di produzione è estremamente basso
- La geometria del filo è difficile
- Il budget degli utensili è molto limitato
Esempi tipici includono:
- Stampi prototipi
- Stampi di ricerca
- Utensili di laboratorio
Quando il meccanismo 10 è migliore
Il meccanismo 10 è appropriato quando:
- Le quantità di produzione sono molto piccole
- La semplicità dello stampo è fondamentale
- L’accesso per l’operatore è eccellente
Spesso rappresenta la soluzione a costo più basso disponibile.
Analisi dei costi
Uno dei principali vantaggi dei sistemi manuali è la riduzione dei costi degli utensili.
Meccanismo 8
Costo relativo
Al 100%
Base
Sistema automatico meccanico
Costo relativo
180-250 percento
Sistema idraulico
Costo relativo
220-300 percento
Sistema azionato da servo
Costo relativo
250-400 percento
Per la produzione a basso volume, i sistemi manuali spesso offrono il miglior rendimento economico.
Analisi del volume di produzione
I sistemi manuali diventano meno attraenti con l’aumento del volume di produzione.
Volume molto basso
Meno di 10.000 pezzi all’anno
Sistemi manuali
Ottima scelta
Basso volume
10.000-50.000 parti all’anno
Sistemi manuali
Spesso giustificati
Volume medio
50.000-250.000 parti all’anno
Valutazione economica richiesta
Alto Volume
Più di 250.000 pezzi all’anno
Sistemi automatici solitamente preferiti
Analisi dei costi del ciclo di vita
Il costo degli utensili da solo non determina la redditività.
Il calcolo corretto è:
Costo totale =
Costo degli utensili
Costi operativi
Costi di manutenzione
Costo del lavoro
Esempio
Stampo manuale
Costo degli utensili
€15.000
Manutenzione
2.000 €
Laburismo
8.000 €
Totale
25.000 €
Stampo automatico
Costo degli utensili
€35.000
Manutenzione
4.000 €
Laburismo
500 €
Totale
€39.500
Risultato
Salvataggi manuali del sistema
€14.500
per questo scenario di produzione.
Strategie di ottimizzazione del design
I progettisti di stampi esperti applicano diversi metodi di ottimizzazione.
Strategia 1
Minimizzare la coppia richiesta
Metodi:
- Nuclei lucidati
- Raffreddamento migliorato
- Geometria del filo migliore
Strategia 2
Aumenta la lunghezza del manico
Benefici:
- Forza operatore inferiore
- Riduzione della fatica
Strategia 3
Ottimizza il rapporto di trasmissione
Bilanciamento:
- Forza
- Numero di rotazioni del manico
Strategia 4
Ridurre il peso del core
Benefici:
- Gestione più semplice
- Funzionamento più veloce
Strategia 5
Migliorare l’accessibilità
Benefici:
- Tempo di ciclo ridotto
- Ergonomia migliore
Programma di manutenzione preventiva
Anche gli stampi manuali beneficiano della pianificazione della manutenzione.
Ogni 50.000 cicli
Ispezione:
- Ingranaggi conici
- Chiavi
- Fissaggi
Ogni 100.000 cicli
Ispezione:
- Cuscintetti
- Usura dell’albero
- Lubrificazione
Ogni 250.000 cicli
Ispezione maggiore
Verifica:
- Allineamento
- Usura dell’ingranaggio
- Condizioni del core
Errori di progettazione comuni
Errore 1
Ignorare la stanchezza dell’operatore.
Errore 2
Uso di una riduzione eccessiva delle marce.
Errore 3
Posizionamento del manico scorretto.
Errore 4
Sottovalutare i costi del lavoro.
Errore 5
Selezione dei sistemi manuali per la produzione ad alto volume.
Migliori Pratiche Ingegneristiche
Migliori Pratiche 1
Calcola la coppia operativa prima di selezionare un meccanismo.
Migliore Pratica 2
Mantieni la forza operativa sotto 80 N ogni volta che è possibile.
Buona Pratica 3
Ottimizza attentamente i rapporti di marcia.
Migliore Pratica 4
Progetta per l’accesso alla manutenzione.
Migliori Pratiche 5
Valuta realisticamente i costi del lavoro.
Buona Pratica 6
Considera il costo totale di proprietà.
Buona Pratica 7
Usa il meccanismo più semplice in grado di soddisfare i requisiti.
Flusso di lavoro manuale di progettazione per svitare
Passo 1
Determina il volume di produzione.
Passo 2
Calcola la coppia necessaria.
Passo 3
Calcola la forza del manico.
Passo 4
Valuta l’ergonomia.
Passo 5
Seleziona il meccanismo.
Passo 6
Progetta ingranaggi e alberi.
Passo 7
Verifica l’affidabilità.
Passo 8
Esegui un’analisi economica.
Passo 9
Ottimizza il funzionamento.
Passo 10
Finalizza il progetto.
Lista finale di controllo per il design
Prima di rilasciare uno stampo per svitare manualmente, verifica:
□ Volume di produzione valutato
□ Coppia calcolata
□ Forza di controllo verificata
□ Ergonomia recensita
□ Rapporto di trasmissione selezionato
□ Shaft verificato
□ Cuscinetti selezionati
□ Obiettivo di affidabilità stabilito
□ Revisione dell’accesso alla manutenzione
□ Valutazione del costo del lavoro
□ Analisi del costo del ciclo di vita
□ Giustificazione della selezione del meccanismo
Conclusione
I sistemi di svitamento manuale restano molto preziosi nella progettazione moderna degli stampi.
Sebbene non possano competere con i sistemi automatizzati nella produzione ad alto volume, spesso offrono il costo totale di proprietà più basso per:
- Stampi prototipi
- Stampi per parti di servizio
- Strumenti di ricerca
- Prodotti industriali a basso volume
I tre meccanismi discussi in questo articolo offrono diversi equilibri tra:
- Costo
- Produttività
- Complessità
- Affidabilità
Applicando i calcoli ingegneristici e le metodologie di progettazione presentate in questa guida, i progettisti di stampi possono determinare con sicurezza quando lo svitamento manuale rimane la soluzione ottimale.