Fondamenti e Selezione dei Meccanismi
I sistemi di svitamento della filettatura rappresentano uno dei settori più sofisticati dell’ingegneria degli stampi a iniezione. Mentre i componenti stampati semplici possono essere espulsi direttamente dallo stampo tramite perni espulsori, le parti filettate creano un blocco meccanico tra la plastica stampata e il nucleo dello stampo.
Questo blocco meccanico impedisce l’espulsione convenzionale e richiede un meccanismo di rilascio dedicato. Il metodo di rilascio scelto ha un’influenza diretta sul costo dello stampo, sul tempo di ciclo, sull’affidabilità, sui requisiti di manutenzione, sulla complessità produttiva e sulla redditività a lungo termine.
Un progettista di stampi che conosce i sistemi di svitamento della filettatura può ridurre significativamente il rischio di sviluppo di stampi migliorando al contempo l’efficienza produttiva.
Questo articolo introduce i principi ingegneristici dietro i sistemi di svitamento della filettatura e presenta dieci meccanismi comuni utilizzati nell’industria dello stampaggio a iniezione.
Perché le parti filettate sono difficili da modellare
La sfida fondamentale nello stampare un componente filettato è che il filo stesso agisce come undercut.
Quando la plastica fusa viene iniettata attorno a un nucleo filettato, il materiale si raffredda e si restringe attorno al profilo filettato. Il componente risultante rimane meccanicamente intrappolato nel nucleo.
A differenza di una superficie cilindrica dritta, un filettamento non può muoversi assialmente senza prima staccarsi dal profilo elicoidale.
Il progettista di stampi deve quindi creare un sistema capace di:
- Rotazione del nucleo filettato
- Collasso del nucleo filettato
- Deformazione elastica del filo di plastica
- Consentire la rimozione manuale
Ogni soluzione ha vantaggi e limitazioni.
La soluzione corretta dipende da:
- Volume di produzione
- Materiale plastico
- Geometria del filettamento
- Tempo di ciclo richiesto
- Spazio disponibile per lo stampo
- Budget del progetto
Filetti interni contro Filetti esterni
Prima di selezionare un sistema di svitamento della filettatura, il progettista deve determinare se il componente stampato contiene filettature interne o esterne.
Filettature esterne
I filettamenti esterni si trovano sul diametro esterno del pezzo stampato.
Esempi tipici includono:
- Cappucci di bottiglia
- Sistemi di chiusura
- Cappelli medici
- Coperchi protettivi
Le filettature esterne sono generalmente più facili da modellare e a volte possono essere scorticate con la forza quando si usano materiali flessibili.
Filettature interne
I filettamenti interni si trovano all’interno del componente stampato.
Esempi tipici includono:
- Accessori per tubi
- Connettori fluidi
- Coperchi dei serbatoi
- Alloggiamenti elettrici
I filettatori interni richiedono tipicamente meccanismi più sofisticati perché il nucleo rimane intrappolato all’interno del componente.
In molti casi, diventano necessari sistemi di svitamento meccanici o idraulici.
Le quattro sfide ingegneristiche dei sistemi di svitamento della filettatura
Ogni meccanismo di svitamento della filettatura deve risolvere quattro problemi fondamentali di ingegneria.
Sfida 1 – Rilascio del Filetti
La filettatura deve essere sganciata senza danneggiare il componente.
I fattori che influenzano la pubblicazione dei Filetti includono:
- Passo del filettamento
- Profondità del filo
- Durata del fidaggio
- Ritiro plastico
- Finitura superficiale
Anche piccole modifiche al design possono influenzare drasticamente le forze di rilascio.
Sfida 2 – Generazione di coppia
Il meccanismo deve generare una coppia sufficiente per superare:
- Attrito
- Forze di ritiro
- Deformazione del materiale
- Contaminazione
- Usura
Una coppia insufficiente comporta un rilascio incompleto della filettatura.
Una coppia eccessiva aumenta l’usura e i costi di manutenzione.
Sfida 3 – Tempo del ciclo
Ogni operazione di svitamento aggiunge tempo al ciclo di stampaggio.
Esempio:
Tempo di stampatura = 8 secondi
Tempo di svitamento = 2 secondi
Tempo di ciclo totale = Tempo di smaltimento + Tempo di svitamento
Tempo totale del ciclo = 8 + 2
Tempo totale del ciclo = 10 secondi
Un aumento apparentemente minimo del tempo di svitamento può ridurre la produzione annuale di centinaia di migliaia di pezzi.
Sfida 4 – Affidabilità
Molti stampi filettati operano ininterrottamente per anni.
Esempio:
Tempo del ciclo = 10 secondi
Cicli all’ora = 3600 / 10
Cicli all’ora = 360
Cicli al giorno = 360 × 24
Cicli al giorno = 8.640
Cicli all’anno = 8.640 × 365
Cicli all’anno = 3.153.600
Uno stampo che funziona per cinque anni può superare i 15 milioni di cicli di svitamento.
L’affidabilità diventa quindi una considerazione critica per il progetto.
Classificazione dei Dieci Meccanismi di Svitamento
I dieci meccanismi discussi in questa guida possono essere raggruppati in cinque famiglie ingegneristiche.
Famiglia 1 – Sistemi motorizzati
Il meccanismo includeva:
- Meccanismo 1
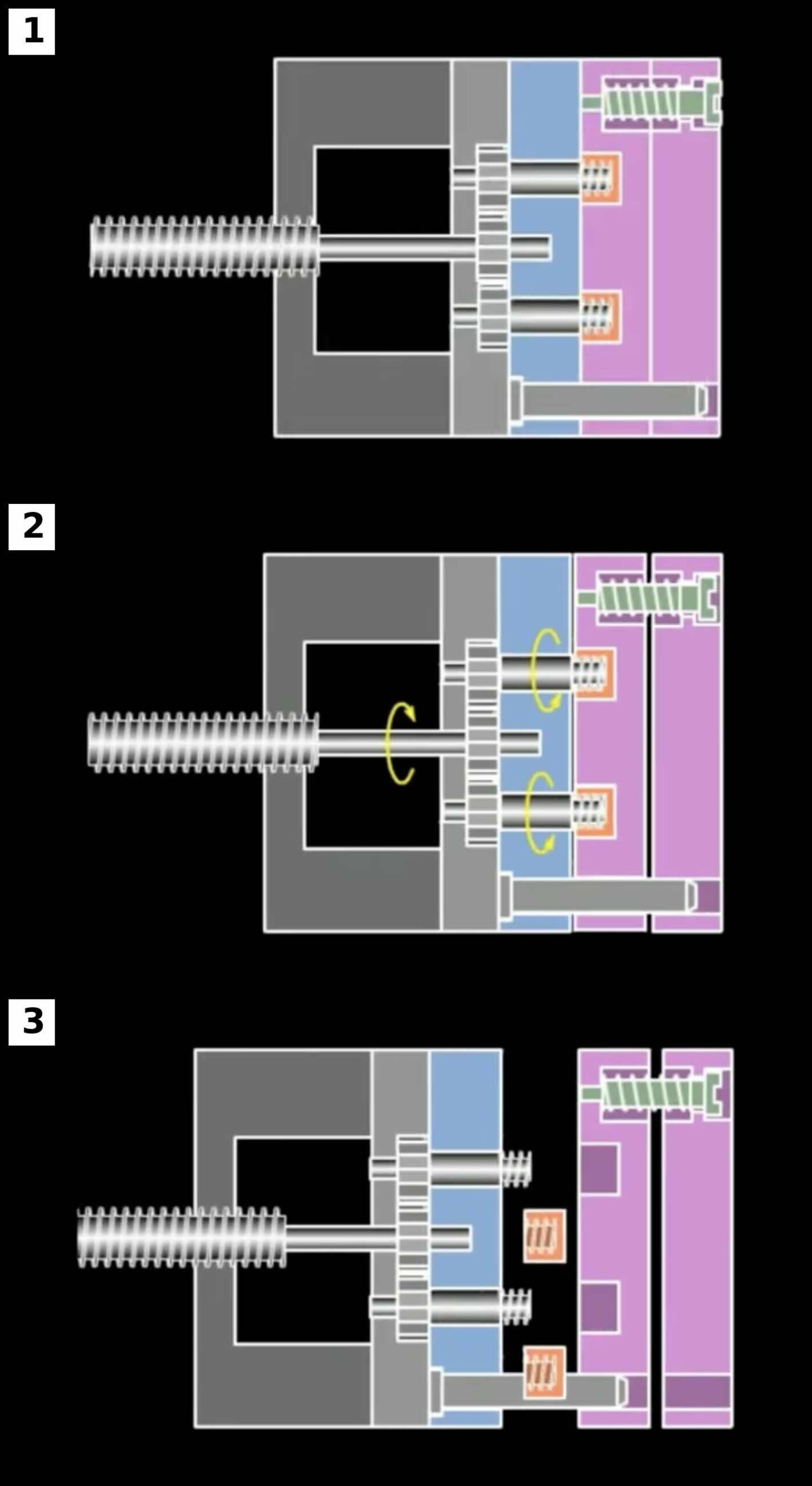
Questi sistemi utilizzano un motore e una catena di ingranaggi per ruotare il nucleo filettato.
Vantaggi:
- Completamente automatico
- Ottima ripetitibilità
- Adatto per filettature profonde
Limitazioni:
- Costo di stampaggio più alto
- Maggiore complessità
- Più componenti di manutenzione
Famiglia 2 – Sistemi a cremagliera e pignone
I meccanismi includevano:
- Meccanismo 2
- Meccanismo 5
Questi sistemi convertono il moto lineare in moto rotazionale.
Vantaggi:
- Compatto
- Efficiente meccanicamente
- Nessun motore elettrico richiesto
Limitazioni:
- Potrebbe essere necessario un grande scorrimento del portapacchi
- Bisogna considerare l’usura dell’attrezzatura
Famiglia 3 – Sistemi idraulici
I meccanismi includevano:
- Meccanismo 3
- Meccanismo 7
I sistemi idraulici utilizzano cilindri per generare forza e movimento.
Vantaggi:
- Alta capacità di forza
- Adatto per filettature grandi
- Eccellente controllo
Limitazioni:
- Richiesto idraulico idraulico
- Rischio potenziale di perdite
Famiglia 4 – Sistemi di Stripping della Forza
Il meccanismo includeva:
- Meccanismo 4
La deformazione forzata si basa sulla deformazione elastica del filo stampato.
Vantaggi:
- Costo di stampo più basso
- Tempo di ciclo più veloce
- Componenti mobili minimi
Limitazioni:
- Dipendente dal materiale
- Geometria a filettatura limitata
Famiglia 5 – Sistemi manuali
I meccanismi includevano:
- Meccanismo 8
- Meccanismo 9
- Meccanismo 10
Questi sistemi richiedono l’intervento dell’operatore.
Vantaggi:
- Costo di utensile più basso
- Costruzione semplice
Limitazioni:
- Bassa produttività
- Dipendente dall’operatore
Panoramica dei Dieci Meccanismi
Meccanismo 1 – Nucleo filettato azionato da motore
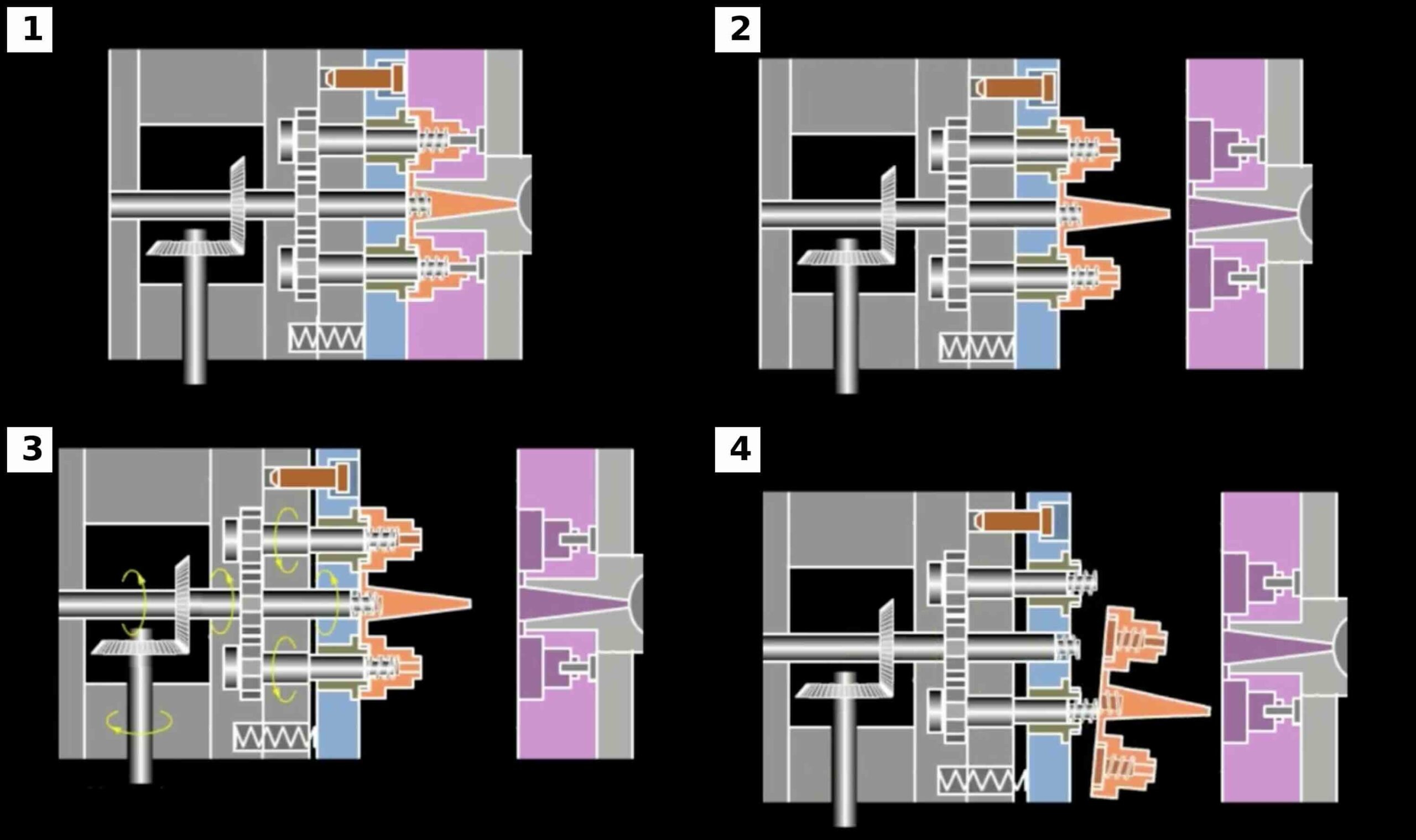
I sistemi azionati da motori utilizzano un motore elettrico, un treno di ingranaggi e un nucleo filettato rotante per rilasciare automaticamente il componente stampato.
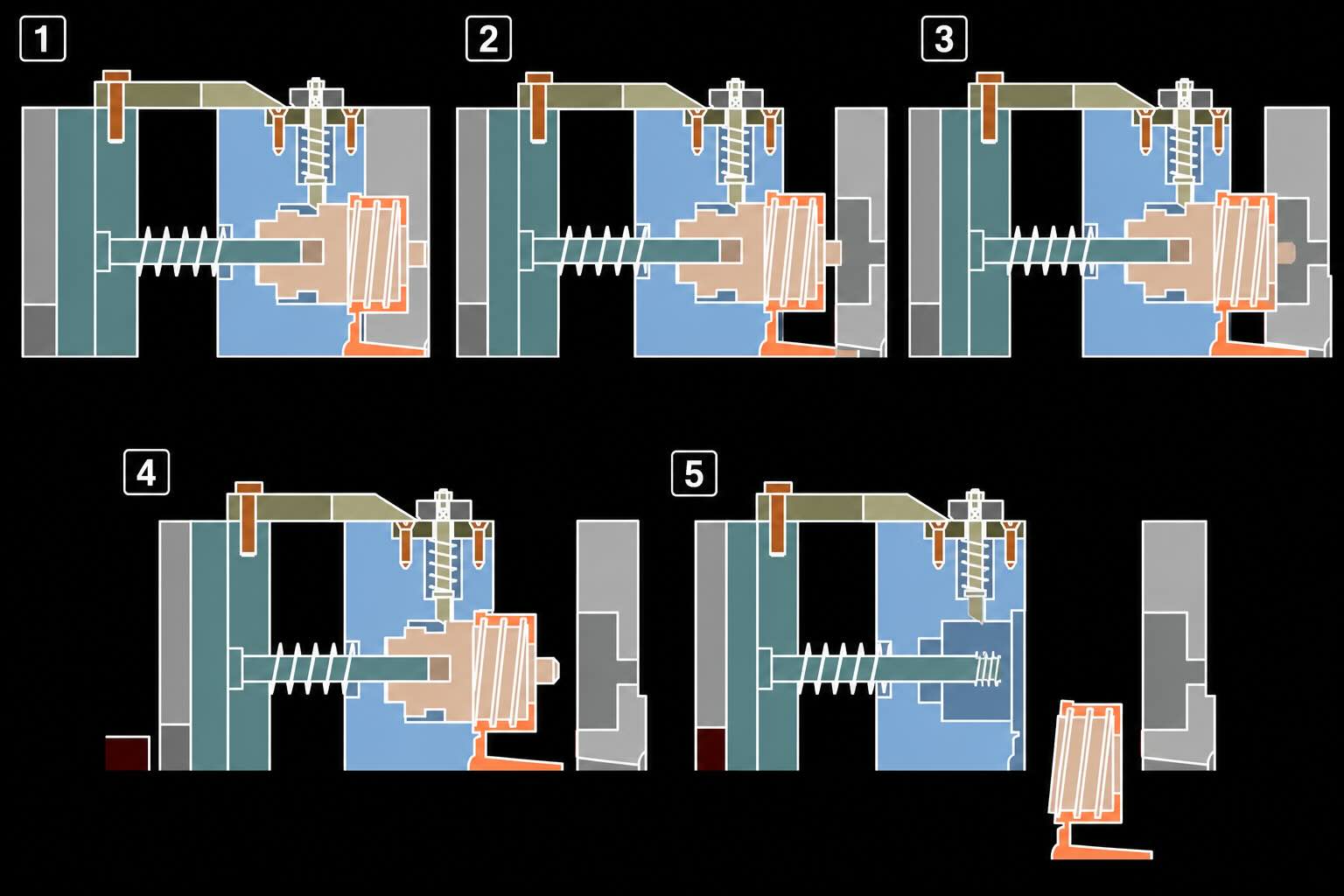
Meccanismo 2 – Sfilamento a cremagliera e pignone Tipo 1
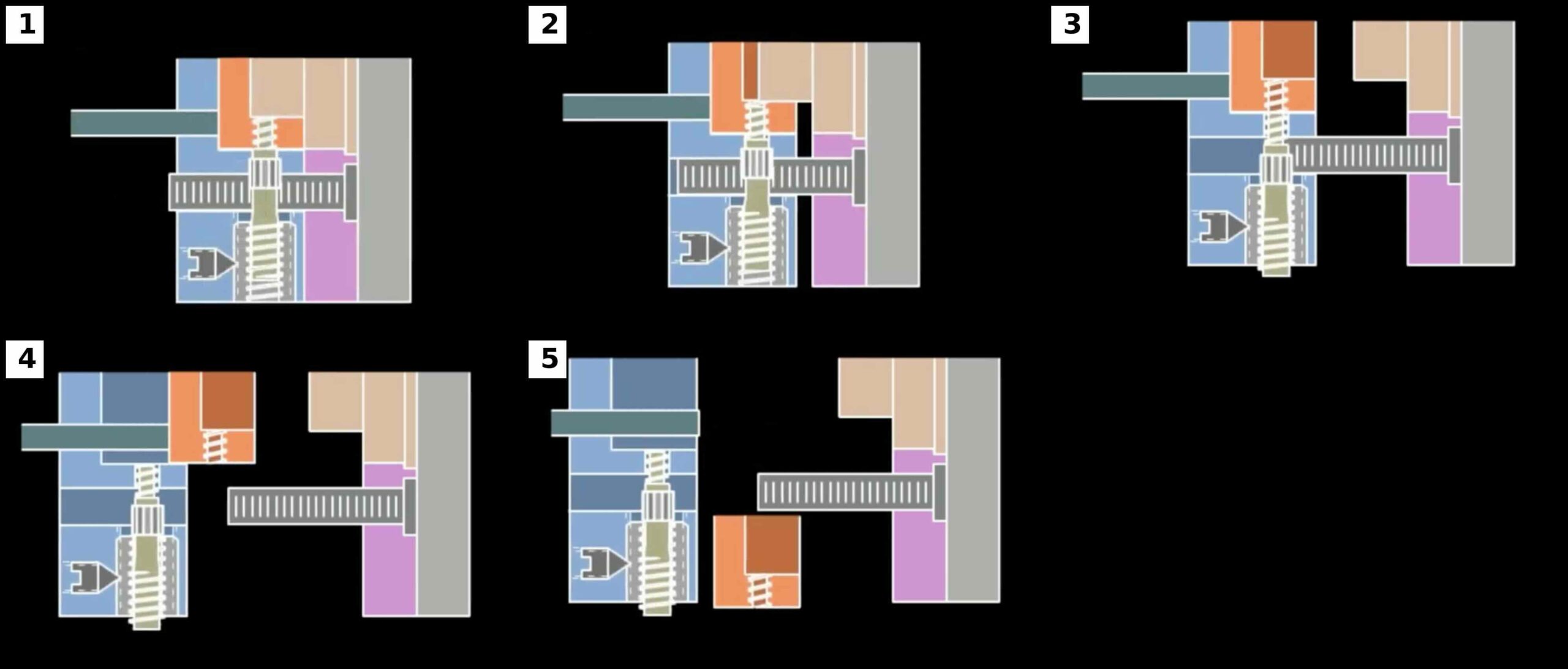
Un meccanismo a cremagliera converte il movimento dell’apertura dello stampo in un movimento rotazionale del nucleo filettato.
Meccanismo 3 – Svitamento idraulico continuo della filettatura interna
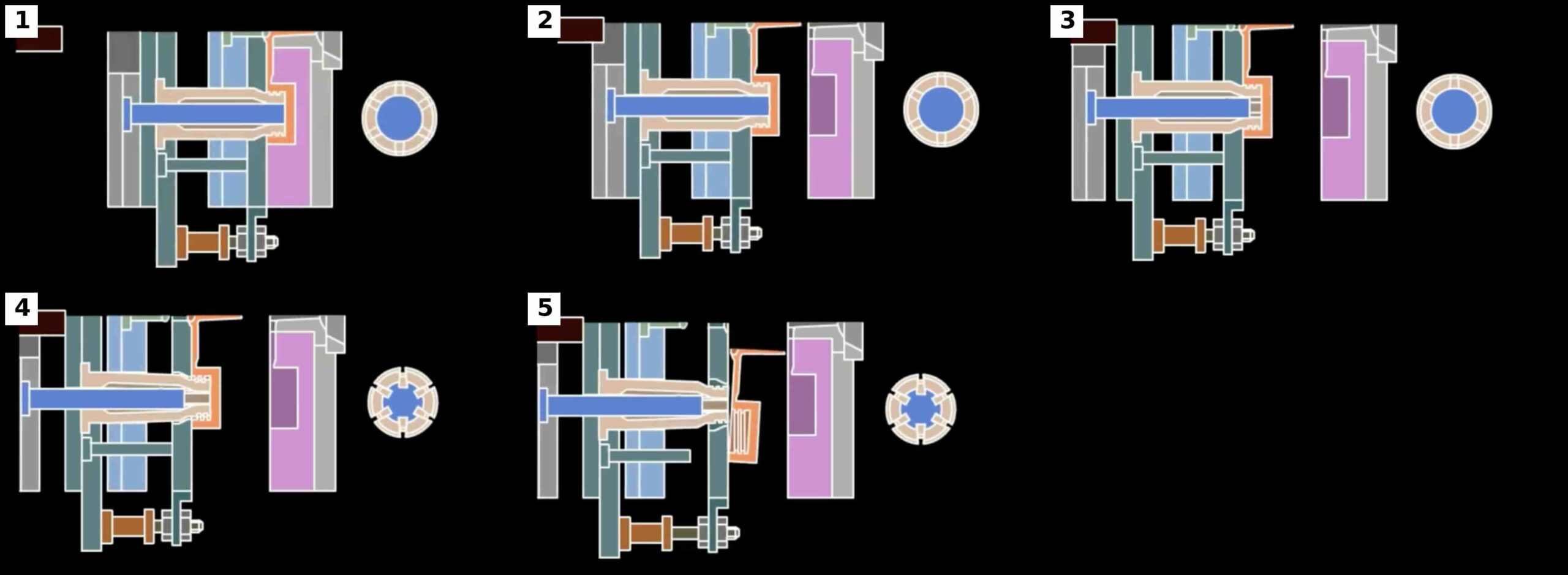
Un sistema idraulico rilascia continuamente la filettatura interna mantenendo un’espulsione controllata.
Meccanismo 4 – Ripulimento con la forza
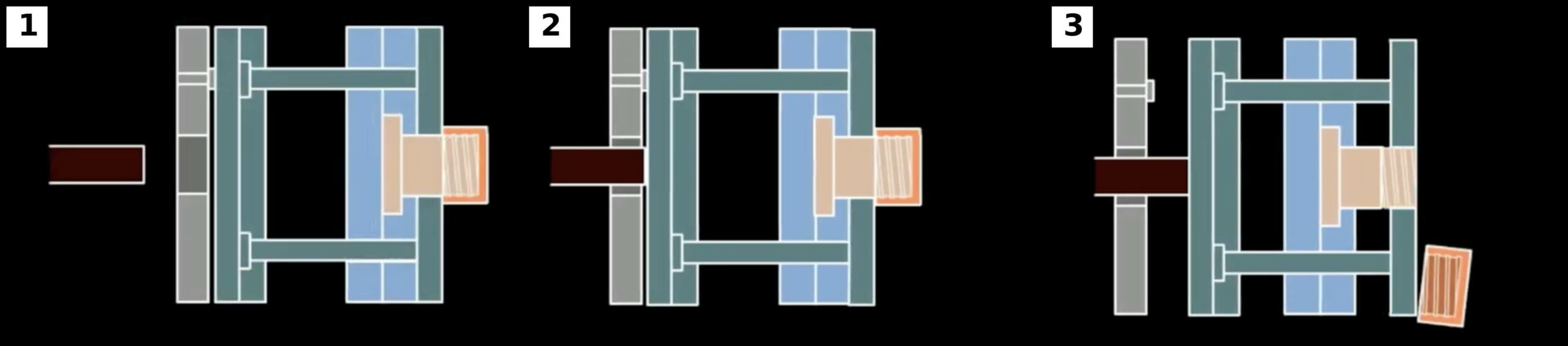
Il filo viene deformato elasticamente durante l’espulsione e rilasciato senza rotazione.
Meccanismo 5 – Sfilatura a cremagliera e pignone Tipo 2
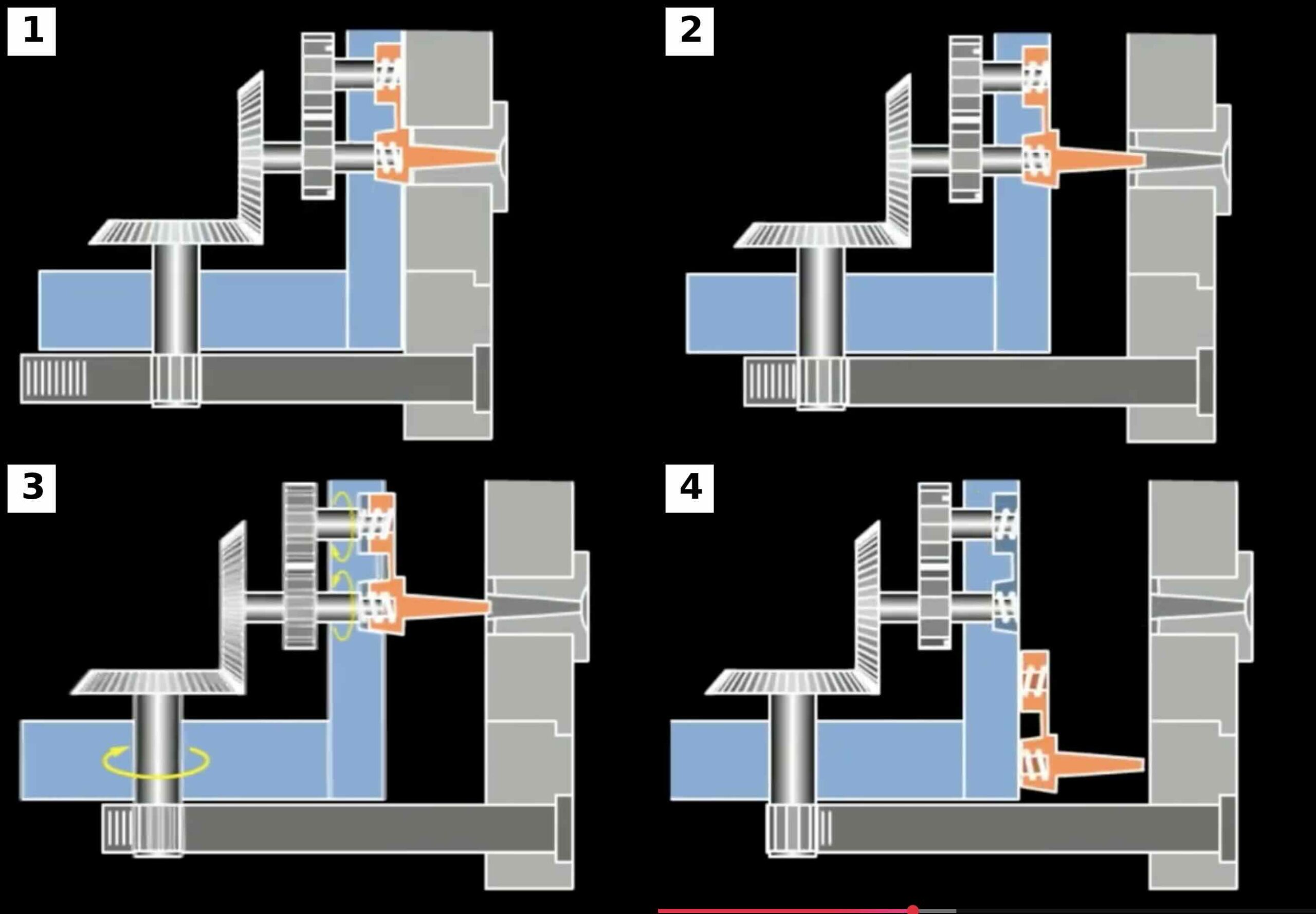
Una variazione del principio a cremagliera e pignone utilizzando elementi di trasmissione aggiuntivi.
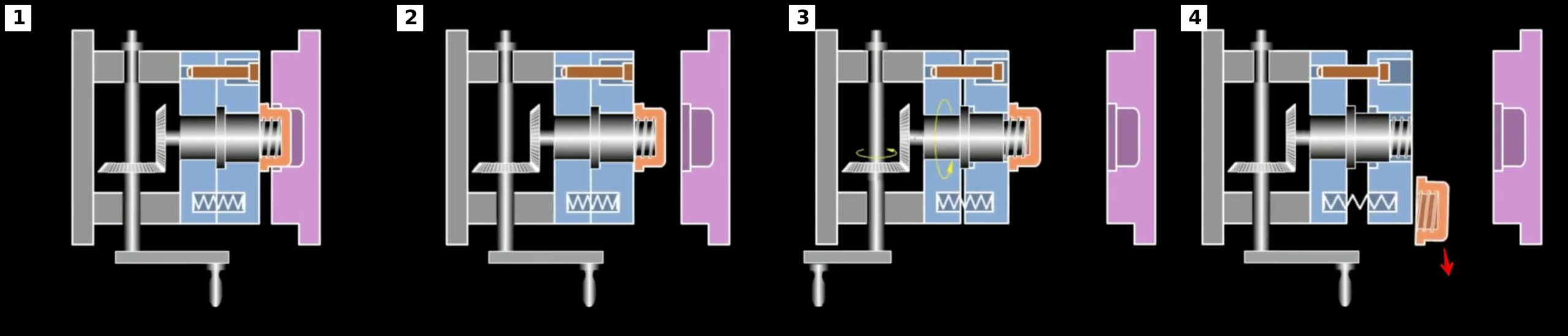
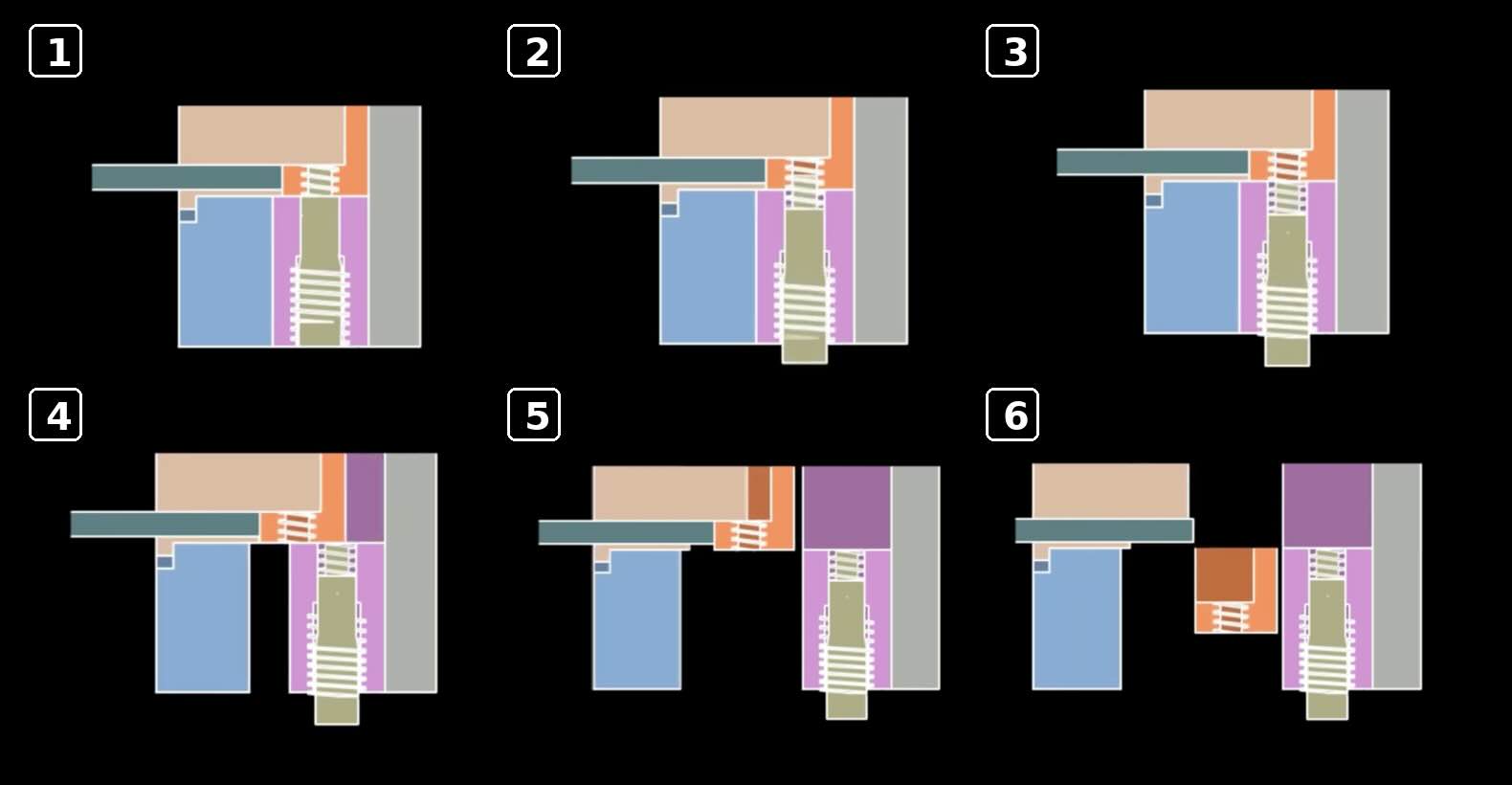
Meccanismo 6 – Svitamento azionato da macchina
Il movimento stesso della macchina per lo stampaggio a iniezione viene utilizzato per generare il rilascio del filetto.
Meccanismo 7 – Azionamento del cilindro idraulico
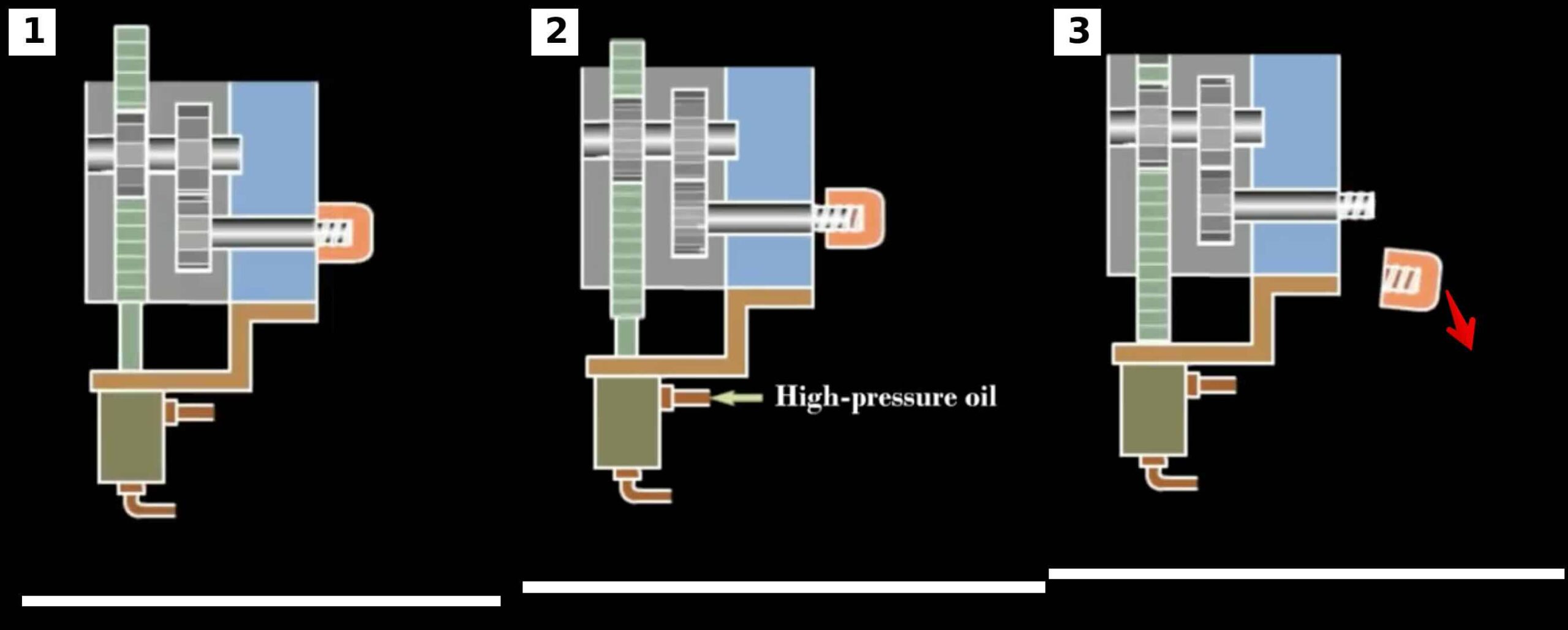
I cilindri idraulici generano il movimento necessario per svitare il nucleo filettato.
Meccanismo 8 – Svitamento manuale Tipo 1
L’operatore ruota il nucleo filettato usando una maniglia manuale.
Meccanismo 9 – Svitamento manuale Tipo 2
Il nucleo viene rilasciato meccanicamente prima di essere rimosso manualmente dal componente stampato.
Meccanismo 10 – Svitamento manuale Tipo 3
Il nucleo filettato viene svitato manualmente direttamente sulla macchina per lo stampo.
Matrice di selezione iniziale
| Meccanismo | Costo | Complessità | Affidabilità | Tempo di ciclo |
| Azionamento a motore | Alto | Alto | Eccellente | Bene |
| Cremagliera e pignone | Medium | Medium | Bene | Bene |
| Idraulico | Alto | Alto | Eccellente | Bene |
| Spopolamento con la Forza | Basso | Basso | Bene | Eccellente |
| Manuale | Molto basso | Basso | Bene | Poveri |
Questa tabella fornisce solo un confronto preliminare.
La selezione finale del meccanismo richiede un’analisi ingegneristica dettagliata.
Cosa sarà trattato nella Parte 2
La Parte 2 introduce i calcoli ingegneristici che costituiscono la base di ogni sistema di svitamento della filettatura.
Gli argomenti includono:
- Passo del filettamento
- Lunghezza dell’ingaggio del filettamento
- Numero di turni
- Angolo di svitamento
- Viaggio del nucleo
- Corsa della cremagliera
- Velocità di rotazione
- Calcolo base della coppia
Questi calcoli saranno utilizzati in tutto il resto degli articoli per dimensionare e confrontare tutti e dieci i meccanismi di svitamento dei filetti.
Parte 2 – Geometria della filettatura, corsa di svitamento e calcoli della coppia
Nella Parte 1, abbiamo introdotto i dieci principali meccanismi di svitamento della filettatura utilizzati negli stampi a iniezione e li abbiamo classificati secondo i loro principi di funzionamento.
Prima di selezionare un motore, un cilindro idraulico, un sistema a cremagliera e pignone o un meccanismo manuale, l’ingegnere deve determinare i requisiti di movimento base della filettatura.
Ogni meccanismo di svitamento svolge in definitiva lo stesso compito:
Ruota la filettatura di un numero sufficiente di giri per disinnestare completamente la parte stampata dal nucleo.
Questo capitolo fornisce i calcoli ingegneristici che costituiscono la base di tutti i sistemi di svitamento della filettatura.
Comprendere la geometria dei fili
Prima che qualsiasi calcolo possa iniziare, il progettista deve comprendere quattro parametri chiave del Filetti.
Diametro Maggiore
Il diametro maggiore è il diametro maggiore della filettatura.
Esempi:
- Filettatura del tappo = 38 mm
- Filettatura del raccordo per tubi = 50 mm
- Filettatura del connettore = 24 mm
Il diametro maggiore influenza fortemente:
- Coppia richiesta
- Dimensione dello stampo
- Rigidità del nucleo
- Requisiti di raffreddamento
Pitch
Il pitch è la distanza tra le creste dei fili adiacenti.
Esempio:
Altezza = 3 mm
Questo significa che una rivoluzione completa muove il filo:
3 mm
lungo il suo asse.
L’intonazione determina direttamente il numero di giri necessari per il rilascio.
Lunghezza dell’ingaggio della filettatura
La lunghezza di incastro della filettatura è la distanza assiale su cui la filettatura rimane incastrata.
Esempio:
Lunghezza di ingaggio della filettatura = 12 mm
Maggiore è la durata dell’ingaggio:
- Più turni sono necessari
- Maggiore è l’attrito
- Più lungo è il ciclo di svitamento
Numero di partenze
La maggior parte dei filetti stampati sono:
Filettature di inizio singole
Tuttavia, alcune chiusure utilizzano:
- Filettature doppie di avvio
- Filettature a tripla partenza
I filettature multi-start riducono il numero di giri richiesti.
Calcolo del numero di giri
Il primo calcolo in ogni sistema di svitamento della filettatura è determinare il numero di giri necessari per rilasciare il pezzo.
Formula:
Numero di spire = Lunghezza di incastro del filo / Guida del filo
Per filettature a singolo avvio:
Lead = Pitch
Esempio 1
Dati di ingresso
Lunghezza di ingaggio della filettatura = 12 mm
Altezza = 3 mm
Calcolo
Numero di turni = 12 / 3
Numero di turni = 4
Risultato
Il nucleo filettato deve ruotare:
4 Rivoluzioni complete
prima che la parte stampata venga rilasciata.
Esempio 2
Dati di ingresso
Lunghezza di ingaggio della filettatura = 15 mm
Intonatura = 2,5 mm
Calcolo
Numero di turni = 15 / 2,5
Numero di turni = 6
Risultato
Il nucleo filettato deve ruotare:
6 rivoluzioni complete
Prima del rilascio.
Calcolo dell’angolo di svitamento
Molti sistemi meccanici richiedono calcoli di rotazione angolare.
Formula:
Angolo di svitamento = Numero di spire × 360
Esempio
Numero di turni = 4
Calcolo
Angolo di svitamento = 4 × 360
Angolo di svitatura = 1440 gradi
Risultato
Il nucleo filettato deve ruotare:
1440 gradi
per disconnettere completamente il filo.
Perché il pitch del Filetti è importante
Molti ingegneri si concentrano solo sul diametro del filetto.
In realtà, l’inclinazione del filo spesso ha un impatto maggiore sulle prestazioni dello stampo.
Consideriamo due esempi:
Parte A
Diametro = 38 mm
Altezza = 3 mm
Lunghezza d’ingaggio = 12 mm
Turni Richiesti = 4
Parte B
Diametro = 38 mm
Altezza = 1 mm
Lunghezza d’ingaggio = 12 mm
Turni Richiesti = 12
Il secondo progetto richiede:
Rotazione tre volte più
che aumenta significativamente:
- Tempo di ciclo
- Usura
- Consumo energetico
Questo dimostra perché i disegni a filettatura grossa sono spesso preferiti nello stampaggio a iniezione.
Calcolo del viaggio del core
Durante lo svitamento, il nucleo filettato si muove assialmente rispetto al pezzo stampato.
Core Travel equivale a:
Lunghezza dell’ingaggio della filettatura
Pertanto:
Corsa del nucleo = Lunghezza dell’ingaggio del filo
Esempio
Lunghezza di ingaggio della filettatura = 12 mm
Risultato
Corsa del nucleo = 12 mm
Questo valore è fondamentale durante la progettazione:
- Sistemi idraulici
- Sistemi a rack
- Sistemi azionati da motori
Calcolo della velocità di rotazione
L’ingegnere deve determinare con quale rapidità il filetaggio verrà rilasciato.
Formula:
RPM = Giri richiesti × 60 / Tempo di svitamento
Esempio
Turni Richiesti = 4
Tempo di svitamento desiderato = 1,5 secondi
Calcolo
RPM = 4 × 60 / 1,5
RPM = 160
Risultato
Il nucleo filettato deve ruotare:
160 RPM
per ottenere il rilascio in 1,5 secondi.
Calcolo della velocità della superficie del filettamento
La velocità della superficie influisce:
- Usura
- Generazione di calore
- Requisiti di lubrificazione
Formula:
Velocità di superficie = 3,1416 × Diametro × RPM / 1000
La velocità di superficie è espressa in metri al minuto.
Esempio
Diametro = 38 mm
RPM = 160
Calcolo
Velocità in superficie = 3,1416 × 38 × 160 / 1000
Velocità di superficie = 19,1 m/min
Risultato
La superficie del filo si muove in:
19,1 metri al minuto
durante lo svitamento.
Introduzione allo svitamento della coppia
La coppia è uno dei parametri più importanti nei sistemi di svitamento della filettatura.
Ogni meccanismo deve generare abbastanza coppia per superare:
- Ritiro plastico
- Attrito della filettatura
- Contaminazione da muffa
- Usura
Un sistema sottodimensionato si bloccherà.
Un sistema sovradimensionato aumenta i costi inutilmente.
Comprendere la coppia
La coppia è una forza di rotazione.
Formula:
Coppia = Forza × raggio
Dove:
Coppia = Nm
Forza = N
Raggio = m
Esempio
Forza di attrito del filettamento = 600 N
Raggio effettivo = 20 mm
Converti raggio:
20 mm = 0,020 m
Calcolo
Coppia = 600 × 0,020
Coppia = 12 Nm
Risultato
Il meccanismo deve generare almeno:
12 Nm
di coppia.
Fattori di sicurezza
Gli stampi veri non operano mai in condizioni ideali.
L’attrito varia a causa di:
- Temperatura dello stampo
- Tipo in resina
- Usura
- Lubrificazione
- Contaminazione
Per questo motivo, sono necessari fattori di sicurezza.
Fattori di sicurezza di progettazione raccomandati:
Sistemi manuali
Fattore di sicurezza = 1,5
Sistemi a cremagliera e pignone
Fattore di sicurezza = 2,0
Sistemi motorizzati
Fattore di sicurezza = 2,0
Sistemi idraulici
Fattore di sicurezza = 2,5
Esempio
Coppia calcolata = 12 Nm
Fattore di sicurezza = 2
Calcolo
Coppia progettata = 12 × 2
Coppia progettata = 24 Nm
Risultato
Il meccanismo dovrebbe essere progettato per:
24 Nm
Capacità di coppia minima.
Parametri ingegneristici richiesti per ogni meccanismo
Indipendentemente da quale dei dieci meccanismi venga selezionato, i seguenti valori devono sempre essere calcolati:
□ Diametro Maggiore
□ Campo
□ Lunghezza dell’ingaggio del filo
□ Numero di Turni
□ Angolo di svitamento
□ Viaggi Core
□ Velocità di rotazione
□ Velocità di superficie
□ Coppia Richiesta
□ Coppia di progetto
Questi valori costituiscono la base di tutti i calcoli successivi.
Parte 3 – Rapporti di ingranaggio, corsa della cremalliera, dimensionamento dell’albero e requisiti di potenza
Nella Parte 2, abbiamo calcolato i parametri fondamentali richiesti da ogni sistema di svitamento della filettatura:
- Numero di turni
- Angolo di svitamento
- Viaggio del nucleo
- Velocità di rotazione
- Requisiti base di coppia
Questi calcoli definiscono ciò che il meccanismo deve raggiungere.
Il passo successivo è capire come ottenerlo meccanicamente.
Che lo stampo utilizzi un motore, un sistema a cremagliera e pignone, un cilindro idraulico o un meccanismo azionato da macchina, il progettista deve determinare:
- Rapporti di trasmissione
- Corsa della cremagliera
- Dimensioni dell’albero
- Dimensioni chiave
- Dimensioni della spline
- Requisiti di potenza
Questi calcoli trasformano i requisiti teorici dei fili in un vero sistema meccanico.
Flusso meccanico di potenza nei sistemi di svitamento
Ogni meccanismo di svitamento segue lo stesso percorso energetico.
Fonte di Alimentazione
↓
Sistema di trasmissione
↓
Albero rotante
↓
Nucleo filettato
↓
Parte in plastica
La fonte di alimentazione può essere:
- Motore elettrico
- Cilindro idraulico
- Movimento di apertura della macchina
- Operatore manuale
Il sistema di trasmissione può essere:
- Ingranaggi dritti
- Ingranaggi conici
- Cremalliera e pignone
- Spline
- Chiavi
Indipendentemente dal progetto, i calcoli ingegneristici rimangono simili.
Fondamenti del rapporto di trasmissione
La maggior parte dei sistemi di svitamento utilizza ingranaggi per convertire velocità e coppia.
Formula del rapporto di trasmissione
Rapporto di trasmissione = Denti di trasmissione / Denti di trasmissione
Esempio 1
Ingranaggio di guida
20 Denti
Ingranaggio motorizzato
60 Denti
Calcolo
Rapporto di trasmissione = 60 / 20
Rapporto di trasmissione = 3
Risultato
Velocità di uscita = Velocità di ingresso / 3
Coppia in uscita = Coppia in ingresso × 3
Il sistema guadagna coppia ma perde velocità.
Perché i rapporti di trasmissione sono importanti
Un Filetti può richiedere:
- Alta coppia
- Bassa velocità
mentre un motore tipicamente fornisce:
- Alta velocità
- Bassa coppia
Il treno d’ingranaggi converte l’uscita del motore in un movimento di svitamento utilizzabile.
Esempio:
Velocità del motore = 1500 giri/min
Velocità del nucleo richiesta = 150 giri/min
Calcolo
Rapporto di trasmissione = 1500 / 150
Rapporto di trasmissione = 10
Risultato
È necessario un rapporto di riduzione di 10:1.
Sistemi a cremagliera e pignone
I meccanismi 2 e 5 utilizzano sistemi a cremagliera e pignone.
Un rack converte il movimento lineare in rotazione.
Questa è una delle soluzioni più comuni negli stampi a iniezione perché utilizza il movimento di apertura dello stampo come fonte di alimentazione.
Calcolo del movimento del rack
Una rotazione completa di un ingranaggio richiede un movimento della cremagliera pari alla circonferenza del cerchio di beccheggio.
Formula
Circonferenza = 3,1416 × diametro del cerchio di tonalità
Esempio
Diametro del pignone = 50 mm
Calcolo
Circonferenza = 3,1416 × 50
Circonferenza = 157,1 mm
Risultato
Il rack deve muoversi:
157,1 mm
per una rivoluzione completa.
Corsa del rack per il rilascio della filettatura
Formula
Corsa della cremagliera = Circonferenza × Numero di Spire
Esempio
Diametro del pignone = 50 mm
Turni Richiesti = 4
Calcolo
Corsa del portapacchi = 157,1 × 4
Corsa del cremapacchiere = 628,4 mm
Risultato
Il rack deve muoversi:
628,4 mm
per liberare completamente il Filetti.
Questo spiega perché i filettature a passo fine possono diventare problematici nei sistemi a rack.
Calcolo della coppia del cambio
Il progettista deve determinare la coppia fornita dal treno di ingranaggi.
Formula
Coppia in uscita = Coppia in ingresso × rapporto di trasmissione
Esempio
Coppia motore = 8 Nm
Rapporto di trasmissione = 5
Calcolo
Coppia in uscita = 8 × 5
Coppia in uscita = 40 Nm
Risultato
Il nucleo filettato riceve:
40 Nm
di coppia.
Requisiti di potenza
La potenza determina la dimensione del motore.
Formula
Potenza (kW) = Coppia × RPM / 9550
Esempio
Coppia = 40 Nm
Velocità = 150 RPM
Calcolo
Potenza = 40 × 150 / 9550
Potenza = 0,63 kW
Risultato
Potenza motore richiesta = 0,63 kW
Un motore più grande di questo valore dovrebbe essere selezionato per garantire un margine di sicurezza.
Fondamenti della progettazione dell’albero
L’albero rotante trasmette la coppia tra il sistema di trasmissione e il nucleo filettato.
Una dimensionazione impropria dell’albero porta a:
- Guasto torsionale
- Eccessiva deviazione
- Crepe da fatica
- Usura precoce
L’albero è uno dei componenti più critici in qualsiasi sistema di svitamento.
Stress dell’albero torsionale
Un albero sottoposto a coppia subisce sollecitazioni di taglio.
Formula
Sforzo di taglio = 16 × coppia / (3,1416 × diametro³)
Dove:
Coppia = Nmm
Diametro = mm
Stress = MPa
Esempio
Coppia = 40 Nm
Converti la coppia
40 Nm = 40.000 Nmm
Supponiamo:
Diametro = 20 mm
Calcolo
Sforzo di taglio = (16 × 40.000) / (3,1416 × 20³)
Sforzo di taglio = 25,5 MPa
Risultato
Sforzo di taglio dell’albero = 25,5 MPa
Il progettista deve confrontare questo valore con la sollecitazione ammissibile del materiale.
Stima preliminare del diametro dell’albero
Una formula di design utile è:
Diametro dell’albero = radice cubica di
(16 × Coppia) / (3,1416 × Stress Consentibile)
Esempio
Coppia = 40.000 Nmm
Stress ammissibile = 60 MPa
Calcolo
Diametro ≈ 15 mm
Pratica ingegneristica
Seleziona il prossimo diametro standard
Diametro scelto = 20 mm
Il diametro maggiore migliora la rigidità e l’affidabilità.
Fondamenti chiave del design
La maggior parte degli ingranaggi è collegata agli alberi tramite chiavi.
Una chiave trasmette la coppia tra:
- Albero
- Mozzo del cambio
Una dimensionazione impropria delle chiavi è una causa comune di guasto.
Calcolo delle forze chiave
Formula
Forza = Coppia / Raggio
Esempio
Coppia = 40 Nm
Raggio = 15 mm
Converti raggio
15 mm = 0,015 m
Calcolo
Forza = 40 / 0,015
Forza = 2667 N
Risultato
La chiave deve trasmettere:
2667 N
di forza.
Stress compressivo chiave
Secondo i calcoli standard delle chiavi, la chiave deve essere controllata per la tensione di carico e la tensione di taglio.
Per il progetto preliminare:
Stress compressivo = Forza / Area di contatto
Dove:
Area di contatto = Lunghezza della chiave × altezza della chiave
Esempio
Forza = 2667 N
Lunghezza della chiave = 30 mm
Altezza del tasto = 4 mm
Area = 30 × 4
Superficie = 120 mm²
Calcolo
Tensione = 2667 / 120
Stress = 22,2 MPa
Risultato
Stress del Rilevamento Chiave = 22,2 MPa
Connessioni slineate
Per stampi ad alto ciclo, le scanalature sono spesso preferite rispetto alle chiavi.
Vantaggi:
- Migliore distribuzione del carico
- Maggiore capacità di coppia
- Riduzione delle reazioni negative
- Vita di fatica migliorata
Le procedure di progettazione a scanalature discusse nei riferimenti di ingegneria meccanica possono essere applicate quando la coppia supera la capacità delle chiavi convenzionali.
Esempio di ingegneria
Cappuccio di chiusura M38
Dati di ingresso
Diametro del filettamento = 38 mm
Altezza = 3 mm
Lunghezza d’ingaggio = 12 mm
Turni Richiesti = 4
Coppia richiesta = 15 Nm
Fattore di sicurezza = 2
Passo 1
Coppia di progetto
Coppia progettata = 15 × 2
Coppia progettata = 30 Nm
Passo 2
Velocità del nucleo richiesta
Tempo di svitamento del bersaglio = 2 secondi
RPM = 4 × 60 / 2
RPM = 120
Passo 3
Requisiti di potenza
Potenza = 30 × 120 / 9550
Potenza = 0,38 kW
Passo 4
Rapporto di trasmissione
Velocità del motore = 1200 giri/min
Rapporto di trasmissione = 1200 / 120
Rapporto di trasmissione = 10
Passo 5
Coppia di uscita
Coppia in uscita = 3 × 10
Coppia in uscita = 30 Nm
Risultato
Requisiti preliminari del sistema
- Velocità del nucleo = 120 giri/min
- Coppia progettata = 30 Nm
- Potenza del motore = 0,38 kW
- Rapporto di trasmissione = 10:1
- Diametro preliminare dell’albero = 20 mm
Questi valori costituiscono la base per la progettazione dettagliata.
Elenco di controllo per il design
Prima di selezionare qualsiasi meccanismo di svitamento, verifica:
□ Numero di turni calcolati
□ Calcolare l’angolo di svitamento
□ Calcolo del movimento del rack
□ Rapporto di trasmissione calcolato
□ Coppia necessaria calcolata
□ Coppia di progetto calcolata
□ Calcolazione della potenza del motore
□ Diametro dell’albero verificato
□ Progettazione delle chiavi verificata
□ Progettazione delle scanalature verificate
□ Fattore di sicurezza applicato
Parte 4 – Selezione dei meccanismi, affidabilità, analisi dei costi e migliori pratiche di progettazione
Nelle Parti 1, 2 e 3, abbiamo stabilito le basi ingegneristiche dei sistemi di svitamento della filettatura.
Abbiamo esaminato:
- Le sfide dello stampaggio dei pezzi filettati
- La classificazione dei dieci meccanismi comuni
- Calcolo della geometria dei filetti
- Svitare i calcoli di movimento
- Rapporti di trasmissione
- Corsa della cremagliera
- Dimensionamento dell’albero
- Dimensionamento delle chiavi
- Requisiti di potenza
A questo punto, un progettista può iniziare a dimensionare un meccanismo.
Tuttavia, un progetto tecnicamente corretto non è necessariamente il migliore.
L’ultimo passaggio è selezionare il meccanismo più appropriato per l’applicazione.
I design di stampi di maggior successo bilanciano:
- Prestazioni
- Costo
- Affidabilità
- Sostenibilità
- Volume di produzione
- Durata prevista dello stampo
Questo capitolo si concentra sul processo decisionale ingegneristico pratico.
Il più grande errore nello svitare il design dello stampo
Molti ingegneri scelgono un meccanismo basandosi esclusivamente sulla capacità tecnica.
Ad esempio:
Un sistema di svitamento azionato da servo può tecnicamente funzionare meglio di un sistema manuale.
Tuttavia:
Se lo stampo produce solo 5.000 parti all’anno, il sistema servo potrebbe non recuperare mai il costo aggiuntivo.
Analogamente:
Un design con forza-stripping può sembrare economico.
Tuttavia:
Se il danno al filettamento causa un tasso di rottame del 5%, il costo totale di produzione può diventare molto superiore rispetto a una soluzione azionata da motore.
La domanda corretta non è:
“Questo meccanismo può funzionare?”
La domanda corretta è:
“Questa è la soluzione più economica e affidabile per tutta la vita dello stampo?”
Selezione del meccanismo corretto
I seguenti fattori devono sempre essere valutati.
Volume di produzione
Il volume di produzione è spesso il parametro più importante.
Basso volume di produzione
Intervallo tipico
- Stampi prototipi
- Parti di servizio
- Prodotti speciali
Produzione
Meno di 50.000 parti all’anno
Sistemi consigliati
- Meccanismo 8
- Meccanismo 9
- Meccanismo 10
I sistemi manuali sono spesso la scelta più economica.
Volume di produzione medio
Intervallo tipico
50.000-500.000 parti all’anno
Sistemi consigliati
- Meccanismo 2
- Meccanismo 5
- Meccanismo 6
I sistemi meccanici generalmente offrono il miglior equilibrio tra costo e prestazioni.
Alto volume di produzione
Intervallo tipico
Più di 500.000 pezzi all’anno
Sistemi consigliati
- Meccanismo 1
- Meccanismo 3
- Meccanismo 7
I sistemi completamente automatici diventano economicamente attraenti.
Complessità dei Filetti
Non tutti i Filetti sono uguali.
La geometria del filo influenza fortemente la selezione dei meccanismi.
Filettis semplici
Caratteristiche
- Altezza grande
- Breve impegno
- Materiale flessibile
Possibili soluzioni
- Smontaggio forzato
- Svitamento manuale
Filetti di complessità media
Caratteristiche
- Altezza moderata
- Coinvolgimento moderato
- Materiali ingegneristici standard
Possibili soluzioni
- Sistemi a cremagliera e pignone
- Sistemi azionati da macchine
Fili Complessi
Caratteristiche
- Fidanzamento lungo
- Altezza fine
- Filettature profonde
- Materiali ad alta contrazione
Soluzioni consigliate
- Sistemi azionati da motori
- Sistemi idraulici
Considerazioni Materiali
La selezione del materiale ha una grande influenza sull’uscita dei Filetti.
Polipropilene (PP)
Vantaggi
- Flessibile
- Buon recupero elastico
- Eccellente capacità di smontaggio della forza
Applicazioni comuni
- Sistemi di chiusura
- Confezione
Meccanismi Adatti
- Meccanismo 4
- Meccanismo 1
- Meccanismo 2
Polietilene ad alta densità (HDPE)
Vantaggi
- Flessibile
- Dura
- Buone caratteristiche di recupero
Meccanismi Adatti
- Smontaggio forzato
- Sistemi meccanici
Nylon (PA)
Caratteristiche
- Maggiore rigidità
- Attrito maggiore
- Forze di ritiro maggiori
Meccanismi Adatti
- Sistemi a rack
- Sistemi azionati da motori
- Sistemi idraulici
Acetale (POM)
Caratteristiche
- Eccellente resistenza all’usura
- Stabilità ad alta dimensione
Meccanismi Adatti
- Sistemi meccanici
- Sistemi idraulici
La riduzione della forza diventa più difficile.
Confronto dell’affidabilità
L’affidabilità dovrebbe sempre essere valutata rispetto alla durata prevista dello stampo.
Meccanismo 1
Sistema azionato da motori
Affidabilità
Eccellente
Componenti di usura primarie
- Cuscintetti
- Ingranaggi
- Accoppiamenti
Vita operativa prevista
Molto alta se mantenuta correttamente
Meccanismo 2
Tipo 1 a cremagliera e pignone
Affidabilità
Bene
Componenti di usura primarie
- Denti a rack
- Denti dell’ingranaggio
- Componenti della guida
Meccanismo 3
Svitamento idraulico continuo
Affidabilità
Eccellente
Componenti di usura primarie
- Guarnizioni idrauliche
- Cuscintetti
- Superfici di scorrimento
Meccanismo 4
Spopolamento con la Forza
Affidabilità
Eccellente
Componenti di usura primarie
Quasi nessuna
Il rischio si sposta a:
- Qualità dei componenti
- Danni al filo
Meccanismi 8, 9 e 10
Sistemi manuali
Affidabilità
Eccellente
Motivo
Pochissimi componenti in movimento
Tuttavia:
La produttività rimane limitata.
Confronto dei costi
Il confronto seguente presuppone uno stampo a cavità singola.
| Meccanismo | Costo relativo |
| Spopolamento con la Forza | Molto basso |
| Sistemi manuali | Basso |
| Cremagliera e pignone | Medium |
| Azionato da macchine | Medium |
| Azionamento a motore | Alto |
| Idraulico | Molto alto |
I valori esatti variano significativamente tra i progetti.
Tuttavia, la classifica rimane generalmente valida.
Considerazioni sulla manutenzione
I costi di manutenzione vengono spesso trascurati durante la progettazione.
Un sistema che richiede manutenzione frequente può diventare più costoso di un meccanismo più complesso con affidabilità superiore.
Sistemi a bassa manutenzione
- Smontaggio forzato
- Sistemi manuali
Questi sistemi contengono pochissimi componenti di usura.
Sistemi di manutenzione media
- Sistemi a cremagliera e pignone
- Sistemi azionati da macchine
Si raccomanda un’ispezione periodica.
Sistemi ad alta manutenzione
- Sistemi idraulici
- Sistemi azionati da motori
Gli elementi di manutenzione includono:
- Cuscintetti
- Sigilli
- Lubrificazione degli ingranaggi
- Componenti di trasmissione
Errori di progettazione comuni
I seguenti errori compaiono frequentemente nello svitare stampi.
Errore 1
Ignorare il pitch del filo
Molti progettisti si concentrano solo sul diametro.
L’intonazione spesso ha un’influenza maggiore su:
- Numero di turni
- Tempo di ciclo
- Usura
Errore 2
Sottostimare la coppia
I calcoli di progettazione dovrebbero sempre includere fattori di sicurezza.
Aumenti inaspettati dell’attrito sono comuni.
Errore 3
Selezione di un sistema sovradimensionato
Una soluzione idraulica o servo non è automaticamente migliore.
Il sistema più semplice, capace di soddisfare i requisiti, è spesso la soluzione migliore.
Errore 4
Ignorare l’accesso alla manutenzione
Molti stampi sono difficili da mantenere.
I componenti che necessitano di sostituzione dovrebbero essere facilmente accessibili.
Errore 5
Ignorare la vita della muffa
Un design adatto a:
50.000 cicli
potrebbero non sopravvivere:
15 milioni di cicli
L’affidabilità deve sempre essere considerata.
Flusso di lavoro di selezione ingegneristica
Il seguente flusso di lavoro è consigliato per tutti i progetti di stampi filettati.
Passo 1
Determina la geometria del filo.
Passo 2
Calcola:
- Turni
- Viaggi
- Coppia
Passo 3
Determina il volume di produzione annuale.
Passo 4
Determina la vita utile della muffa bersaglio.
Passo 5
Valuta la flessibilità dei materiali.
Passo 6
Confronta le famiglie dei meccanismi.
Passo 7
Seleziona il meccanismo preliminare.
Passo 8
Completa i calcoli dettagliati.
Passo 9
Esegui una verifica dell’affidabilità.
Passo 10
Finalizza il progetto.
Lista finale di controllo per il design
Prima di rilasciare un modello di stampo svitante, verifica:
□ Geometria del Filetti validata
□ Numero di turni calcolati
□ Calcolare l’angolo di svitamento
□ Viaggio Core verificato
□ Coppia calcolata
□ Fattore di sicurezza applicato
□ Rapporto di trasmissione verificato
□ Diametro dell’albero verificato
□ Progettazione delle chiavi verificata
□ Progettazione delle scanalature verificate
□ Volume di produzione valutato
□ Vita della muffa valutata
□ Accesso alla manutenzione verificato
□ Affidabilità recensita
□ Giustificazione della selezione del meccanismo
Conclusione
I sistemi di svitamento della filettatura sono tra i meccanismi più impegnativi utilizzati negli stampi a iniezione.
I progetti di successo richiedono molto più che semplicemente ruotare un nucleo filettato.
L’ingegnere deve bilanciare:
- Geometria del filettamento
- Requisiti di coppia
- Tempo di ciclo
- Costo
- Affidabilità
- Manutenzione
- Volume di produzione
I dieci meccanismi presentati in questo articolo offrono ciascuno vantaggi e limitazioni uniche.
La soluzione migliore raramente è il meccanismo più sofisticato.
Invece, la soluzione migliore è quella che offre le prestazioni richieste con il costo totale di proprietà più basso durante la vita dello stampo.