Introduzione
I componenti stampati a iniezione stanno diventando sempre più complessi. Settori come l’automotive, il medicale, l’elettronica di consumo, l’industria degli elettrodomestici e la componentistica tecnica richiedono prodotti con fori laterali, agganci, sottosquadri, filettature e geometrie che non possono essere estratti utilizzando un semplice stampo a due piastre.
Ogni volta che un sottosquadro impedisce l’espulsione diretta del pezzo dalla cavità o dal punzone, è necessario introdurre un movimento secondario all’interno dello stampo. Questo movimento prende il nome di estrazione del nucleo, side action, carrello laterale o core pulling.
Per molti anni gli angle pin hanno rappresentato la soluzione standard per azionare questi movimenti laterali. Tuttavia, con l’aumento della complessità dei componenti e delle dimensioni dei carrelli, i limiti di questa tecnologia sono diventati sempre più evidenti.
L’area di contatto ridotta tra perno inclinato e carrello genera elevate pressioni superficiali, maggiore usura e spesso richiede sistemi di bloccaggio aggiuntivi.
Per superare queste limitazioni è stato sviluppato il tassello quadrato.
A differenza dell’angle pin cilindrico, il tassello quadrato presenta una sezione rettangolare che aumenta notevolmente la superficie di contatto tra elemento motore e carrello.
Questa geometria offre numerosi vantaggi:
- Maggiore capacità di carico
- Minore pressione superficiale
- Migliore distribuzione delle forze
- Maggiore durata
- Possibilità di utilizzare angoli più elevati
- Eliminazione di alcuni componenti di bloccaggio
I sistemi più evoluti possono integrare:
- Più angoli di lavoro
- Movimenti sequenziali
- Attivazioni ritardate
- Sistemi a rulli
- Estrazioni multiple
Oggi i tasselli quadrati sono largamente utilizzati negli stampi destinati a:
- Componenti automobilistici
- Connettori elettrici
- Dispositivi medicali
- Packaging
- Componenti industriali
- Componenti pneumatici
- Prodotti tecnici ad alta precisione
Poiché questi sistemi influenzano direttamente la qualità del prodotto, l’affidabilità dello stampo e i costi di manutenzione, la loro progettazione richiede una profonda conoscenza della meccanica, dell’usura, della lubrificazione e delle tolleranze costruttive.
Principi Fondamentali dei Sistemi con Tassello Quadrato
Principio di Conversione del Movimento
La funzione principale del tassello quadrato consiste nel convertire il movimento lineare di apertura dello stampo in un movimento laterale del carrello.
Quando la pressa apre lo stampo, il movimento avviene lungo l’asse della macchina.
La superficie inclinata del tassello trasforma parte di questo spostamento in una forza laterale che provoca il movimento del carrello.
La relazione tra apertura dello stampo e corsa del carrello dipende principalmente dall’angolo del tassello.
In generale:
- Angoli piccoli generano forze elevate ma corse ridotte.
- Angoli elevati generano corse lunghe ma forze inferiori.
La scelta dell’angolo corretto rappresenta uno dei parametri più importanti nella progettazione del sistema.
Vantaggio Meccanico
Il tassello quadrato funziona secondo il principio del piano inclinato.
Quando viene utilizzato un angolo ridotto, una maggiore percentuale della forza di apertura della macchina viene trasformata in forza laterale.
Questo è particolarmente vantaggioso quando:
- Sono presenti sottosquadri profondi
- Il materiale esercita elevate forze di contrazione
- I carrelli hanno massa elevata
- Gli attriti sono significativi
Tuttavia, un angolo ridotto richiede una maggiore apertura dello stampo per ottenere la stessa corsa.
Al contrario, un angolo elevato riduce il vantaggio meccanico ma aumenta la corsa ottenibile.
Questo compromesso è alla base dello sviluppo dei moderni tasselli quadrati ad angolo variabile.
Superficie di Contatto
Uno dei principali vantaggi del tassello quadrato rispetto all’angle pin tradizionale è la maggiore superficie di contatto.
Nei sistemi con perno inclinato, le forze sono concentrate su una zona relativamente ridotta.
Quando i carichi aumentano, la pressione superficiale può diventare molto elevata.
Le conseguenze possono essere:
- Usura accelerata
- Deformazioni locali
- Grippaggio
- Perdita di precisione
- Necessità di manutenzione frequente
La geometria rettangolare del tassello distribuisce le forze su una superficie significativamente maggiore.
Questo comporta:
- Minore pressione superficiale
- Maggiore durata
- Migliore stabilità dimensionale
- Riduzione dell’usura
Per stampi destinati a milioni di cicli, questo vantaggio può avere un impatto economico estremamente rilevante.
Considerazioni sull’Attrito
Ogni sistema di estrazione deve vincere diverse fonti di attrito.
Tra le principali:
- Guide del carrello
- Piastre antiusura
- Superfici di chiusura
- Contrazione del materiale plastico
- Disallineamenti meccanici
La forza necessaria per estrarre il nucleo può essere molto superiore a quella stimata inizialmente.
Il progettista deve considerare:
- Attrito a secco
- Attrito lubrificato
- Rugosità delle superfici
- Durezza dei materiali
- Temperatura operativa
Una valutazione errata dell’attrito può causare:
- Carrelli bloccati
- Componenti danneggiati
- Usura prematura
- Estrazione incompleta
Meccanismi di Usura
L’usura rappresenta una delle principali cause di manutenzione nei sistemi laterali.
Usura Adesiva
Si verifica quando microscopiche asperità superficiali si saldano e si strappano durante il movimento.
Usura Abrasiva
Particelle dure intrappolate tra le superfici funzionano come utensili da taglio.
Grippaggio
Particolarmente pericoloso nei sistemi acciaio contro acciaio scarsamente lubrificati.
Il materiale viene trasferito da una superficie all’altra provocando rapidi danneggiamenti.
Usura a Fatica
I carichi ciclici generano nel tempo microfratture e degradazione progressiva del materiale.
Grazie alla maggiore area di contatto, i tasselli quadrati presentano generalmente una durata superiore rispetto ai sistemi tradizionali.
Funzione di Bloccaggio
Uno dei requisiti fondamentali di qualsiasi sistema di estrazione laterale è mantenere il carrello perfettamente posizionato durante la fase di iniezione.
Le pressioni all’interno della cavità possono superare facilmente i 1000 bar, generando forze considerevoli sui nuclei laterali.
Se il carrello dovesse arretrare anche di pochi centesimi di millimetro durante il riempimento o il mantenimento della pressione, potrebbero verificarsi:
- Formazione di bave
- Difetti dimensionali
- Danneggiamento delle superfici di chiusura
- Riduzione della qualità del pezzo
Nei sistemi tradizionali con angle pin è spesso necessario utilizzare cunei di bloccaggio dedicati.
Uno dei vantaggi più interessanti del tassello quadrato è che, grazie alla sua ampia superficie di contatto e alla particolare geometria, può spesso svolgere contemporaneamente la funzione di azionamento e di bloccaggio.
Quando il carrello è completamente chiuso, il tassello contribuisce a contrastare le spinte laterali generate dall’iniezione, aumentando la stabilità dell’intero sistema.
I vantaggi includono:
- Riduzione del numero di componenti
- Maggiore rigidità dello stampo
- Minore usura
- Manutenzione semplificata
- Migliore ripetibilità dimensionale
Calcolo della Corsa del Carrello
Ogni sistema di estrazione deve garantire una corsa sufficiente per liberare completamente il sottosquadro.
La corsa richiesta dipende da:
- Profondità del sottosquadro
- Tolleranze dimensionali
- Sicurezza operativa
- Geometria del pezzo
Nella pratica, il progettista aggiunge generalmente una corsa di sicurezza supplementare rispetto alla profondità effettiva del sottosquadro.
Ad esempio, per un sottosquadro di 10 mm può essere prevista una corsa di 12-15 mm.
La corsa del carrello influenza direttamente:
- Apertura minima dello stampo
- Dimensioni dello stampo
- Selezione della pressa
- Tempo ciclo
Uno dei vantaggi del tassello quadrato consiste nella possibilità di utilizzare angoli più elevati rispetto agli angle pin tradizionali, ottenendo corse più lunghe a parità di apertura.
Vantaggi e Limiti dei Sistemi con Tassello Quadrato
Principali Vantaggi
Maggiore Superficie di Contatto
Riduzione della pressione superficiale.
Capacità di Carico Superiore
Adatti a carrelli pesanti e sottosquadri profondi.
Maggiore Durata
Minore usura e maggiore affidabilità.
Corse Più Lunghe
Possibilità di utilizzare angoli più elevati.
Riduzione del Numero di Componenti
Spesso non è necessario utilizzare cunei separati.
Maggiore Rigidezza dello Stampo
Migliore stabilità durante l’iniezione.
Maggiore Affidabilità
Meno componenti significano meno possibilità di guasto.
Principali Limitazioni
Maggiore Complessità Costruttiva
Richiedono lavorazioni più precise.
Tolleranze Più Stringenti
Disallineamenti possono causare usura accelerata.
Maggiori Esigenze di Lubrificazione
La corretta lubrificazione è essenziale.
Accessibilità alla Manutenzione
Le versioni integrate possono risultare più difficili da ispezionare.
Costi Iniziali Superiori
Generalmente più costosi rispetto agli angle pin tradizionali.
Tuttavia, nelle applicazioni più impegnative questi svantaggi vengono ampiamente compensati dai benefici ottenuti.
Meccanismo 1 – Sistema Base con Tassello Quadrato
La configurazione più semplice rappresenta la sostituzione diretta del tradizionale angle pin.
In questo sistema il tassello quadrato è installato nella metà mobile dello stampo e lavora all’interno di una cava realizzata nel carrello laterale.
Durante l’apertura dello stampo il tassello trasforma il movimento verticale in movimento laterale, consentendo al carrello di arretrare e liberare il sottosquadro.
Il principale vantaggio di questa configurazione è la semplicità.
Non sono necessari cilindri idraulici.
Non sono necessari meccanismi di temporizzazione.
Non sono richiesti sistemi di movimentazione aggiuntivi.
Considerazioni Progettuali
Il progettista deve valutare:
- Distanza di estrazione richiesta
- Massa del carrello
- Pressioni di stampaggio
- Corsa disponibile della pressa
- Accessibilità per la lubrificazione
Le superfici di contatto vengono normalmente temprate e rettificate.
Materiali comunemente utilizzati:
- H13
- 1.2344
- S7
- NAK80 con inserti temprati
Le durezze operative tipiche sono comprese tra 48 e 58 HRC.
Applicazioni Tipiche
- Alloggiamenti elettrici
- Componenti per elettrodomestici
- Clip automobilistiche
- Componenti tecnici di piccole dimensioni
Modalità di Guasto
Le problematiche più comuni includono:
- Lubrificazione insufficiente
- Pressione superficiale eccessiva
- Disallineamenti
- Grippaggio
- Usura delle piastre di guida
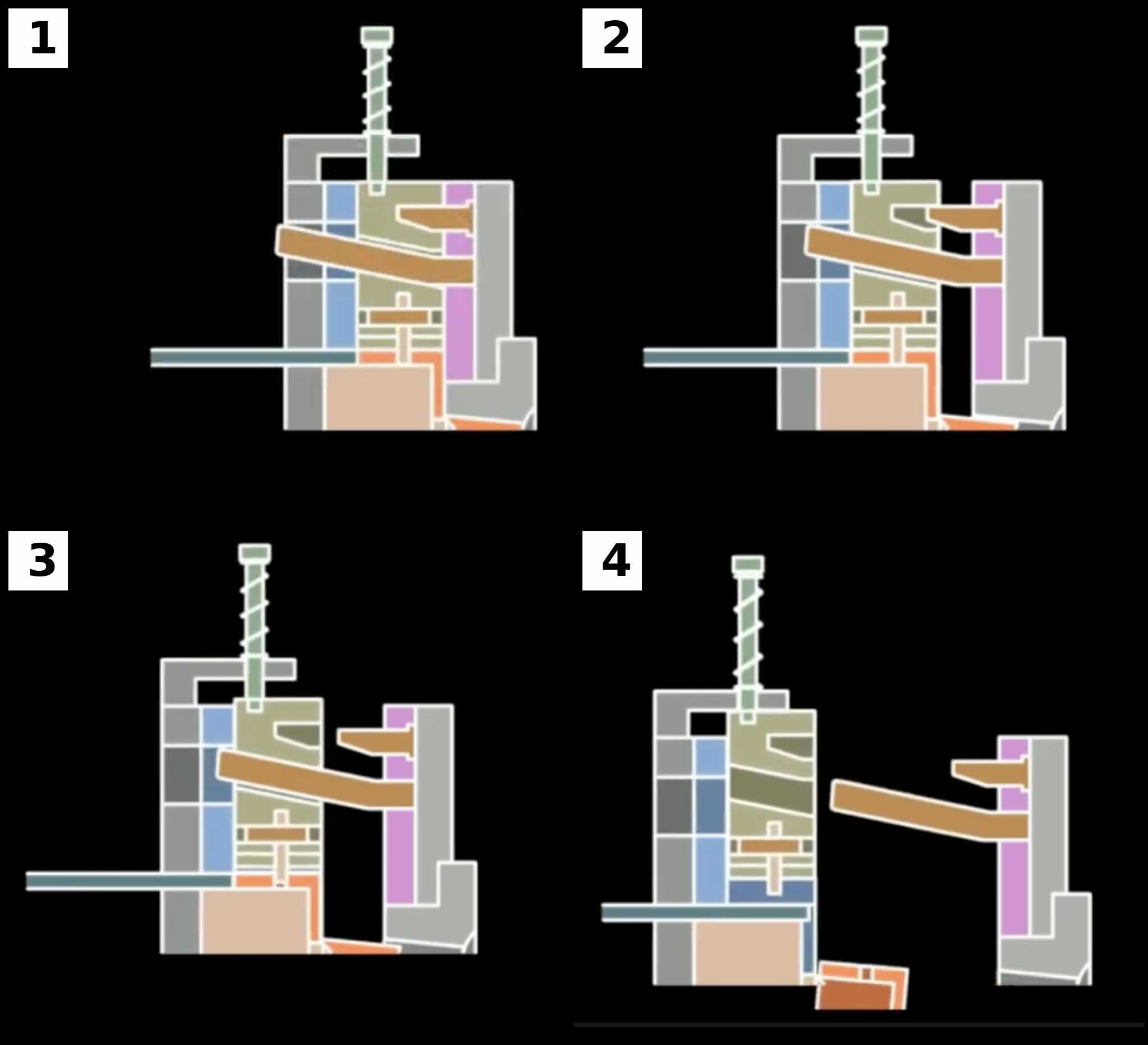
Meccanismo 2 – Sistema con Tassello Quadrato Multi-Inclinazione
Il sistema con tassello quadrato multi-inclinazione rappresenta un’evoluzione del tradizionale meccanismo a tassello singolo. In questa configurazione il tassello non presenta un’unica superficie inclinata, ma due o più sezioni caratterizzate da angoli differenti.
L’obiettivo principale di questa soluzione è ottimizzare contemporaneamente la forza di estrazione e la corsa disponibile del carrello.
Durante la fase iniziale dell’apertura dello stampo, il tassello lavora attraverso una superficie con inclinazione ridotta. Questa geometria genera un elevato vantaggio meccanico e consente di sviluppare una forza di estrazione molto elevata, necessaria per vincere la contrazione del materiale plastico attorno al nucleo laterale e gli attriti presenti nel sistema.
Una volta che il carrello ha iniziato a muoversi e le forze di estrazione si sono ridotte, il tassello entra nella seconda sezione caratterizzata da un’inclinazione maggiore. In questa fase la priorità non è più generare forza, ma aumentare la velocità e la distanza di spostamento del carrello.
Questa combinazione permette di ottenere corse di estrazione più lunghe senza aumentare eccessivamente l’apertura richiesta allo stampo.
Vantaggi
- Elevata forza di estrazione iniziale
- Corse maggiori del carrello
- Riduzione dell’apertura necessaria dello stampo
- Migliore sfruttamento della corsa della pressa
- Possibilità di gestire sottosquadri profondi
Considerazioni Progettuali
La transizione tra le diverse inclinazioni deve essere realizzata con grande precisione.
Cambiamenti troppo bruschi possono generare:
- Urti
- Vibrazioni
- Rumorosità
- Usura accelerata
Per questo motivo le superfici vengono normalmente lavorate mediante fresatura CNC ad alta precisione e successiva rettifica.
Applicazioni Tipiche
- Componenti automobilistici di grandi dimensioni
- Alloggiamenti tecnici
- Carrelli con lunga corsa
- Sottosquadri profondi
Meccanismo 3 – Sistema con Tassello Quadrato ad Attivazione Ritardata
In alcune applicazioni non è conveniente iniziare immediatamente l’estrazione laterale all’apertura dello stampo.
Quando il materiale plastico è ancora fortemente contratto attorno al nucleo laterale, le forze necessarie per l’estrazione possono essere molto elevate.
Per ridurre questi carichi viene utilizzato il sistema con tassello quadrato ad attivazione ritardata.
In questa configurazione il tassello non entra immediatamente in contatto con il carrello. Durante la prima parte dell’apertura dello stampo viene lasciata una corsa a vuoto prestabilita.
Questo movimento iniziale consente al pezzo stampato di rilassarsi, riducendo le tensioni interne e diminuendo l’aderenza al nucleo laterale.
Solo dopo aver raggiunto una determinata distanza di apertura il tassello entra in presa con il carrello e avvia il movimento di estrazione.
L’intero processo avviene in modo automatico e sincronizzato con l’apertura dello stampo.
Vantaggi
- Riduzione delle forze di estrazione
- Minore usura dei componenti
- Migliore qualità superficiale del pezzo
- Riduzione delle deformazioni
- Maggiore durata del sistema
Considerazioni Progettuali
La scelta della distanza di ritardo è fondamentale.
Un ritardo insufficiente produce benefici limitati.
Un ritardo eccessivo può interferire con la sequenza di apertura dello stampo o aumentare inutilmente il tempo ciclo.
Il progettista deve quindi valutare attentamente:
- Tipo di materiale plastico
- Contrazione del materiale
- Profondità del sottosquadro
- Geometria del componente
Applicazioni Tipiche
- Componenti estetici automobilistici
- Elettronica di consumo
- Dispositivi medicali
- Componenti a parete sottile
- Parti con elevati requisiti estetici
Meccanismo 4 – Sistema con Tassello Quadrato e Guide Esterne
Quando i carrelli laterali diventano particolarmente grandi o pesanti, la semplice guida fornita dal tassello può non essere sufficiente per garantire la precisione richiesta.
In questi casi viene utilizzato il sistema con tassello quadrato e guide esterne.
In questa configurazione il tassello mantiene la funzione di azionamento mentre il carrello viene supportato da spine di guida, colonne, pattini o guide dedicate che ne controllano il movimento.
La separazione tra funzione di guida e funzione di movimentazione permette di distribuire meglio i carichi e ridurre le sollecitazioni sui componenti.
Durante l’apertura dello stampo il tassello trasmette la forza necessaria per lo spostamento laterale, mentre le guide esterne mantengono il corretto allineamento del carrello durante tutta la corsa.
Questo sistema è particolarmente indicato per carrelli di grandi dimensioni e per applicazioni in cui la precisione di posizionamento è critica.
Vantaggi
- Maggiore precisione di guida
- Riduzione dell’usura del tassello
- Migliore distribuzione dei carichi
- Maggiore stabilità del carrello
- Durata superiore del sistema
Considerazioni Progettuali
La progettazione delle guide richiede particolare attenzione a:
- Rigidezza delle colonne
- Lunghezza di guida
- Lubrificazione
- Tolleranze di montaggio
- Durezza delle superfici antiusura
Una guida insufficiente può causare:
- Disallineamenti
- Grippaggio
- Usura irregolare
- Danneggiamento delle superfici di chiusura
Applicazioni Tipiche
- Paraurti automobilistici
- Cruscotti
- Componenti industriali di grandi dimensioni
- Stampi multicavità
- Carrelli ad elevata massa
Meccanismo 5 – Sistema con Tassello Quadrato Integrato
Il sistema con tassello quadrato integrato rappresenta una soluzione avanzata progettata per massimizzare la compattezza dello stampo e migliorare la rigidità strutturale dell’intero assieme.
A differenza dei sistemi tradizionali, nei quali il tassello e il meccanismo di movimentazione sono parzialmente esposti all’esterno dello stampo, in questa configurazione tutti i componenti sono completamente integrati all’interno della struttura portante.
Durante l’apertura dello stampo, il tassello quadrato entra in contatto con un perno cilindrico o con un elemento di trasmissione dedicato. La forza viene trasferita al carrello che arretra progressivamente liberando il sottosquadro.
L’integrazione del sistema consente di proteggere i componenti mobili da contaminazioni esterne, urti accidentali e accumuli di materiale plastico o polvere.
Un ulteriore vantaggio consiste nella maggiore rigidità complessiva dello stampo. L’assenza di elementi sporgenti permette infatti di mantenere sezioni di acciaio più robuste, riducendo deformazioni e flessioni durante l’iniezione.
Vantaggi
- Maggiore rigidità strutturale
- Protezione dei componenti mobili
- Migliore compattezza dello stampo
- Maggiore precisione nel lungo periodo
- Minore esposizione alla contaminazione
Considerazioni Progettuali
La progettazione richiede particolare attenzione a:
- Accessibilità per la manutenzione
- Lubrificazione interna
- Dilatazioni termiche
- Tolleranze di montaggio
- Raffreddamento dello stampo
Poiché il sistema è meno accessibile rispetto ai meccanismi esterni, è consigliabile prevedere inserti e componenti facilmente sostituibili.
Applicazioni Tipiche
- Stampi automobilistici ad alta produzione
- Dispositivi medicali
- Componenti elettronici
- Prodotti tecnici di precisione
- Stampi multicavità

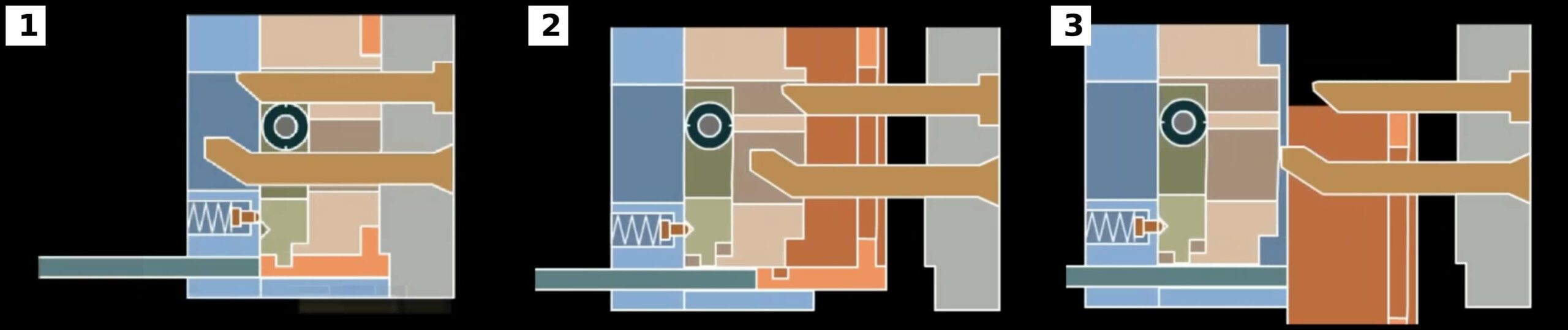
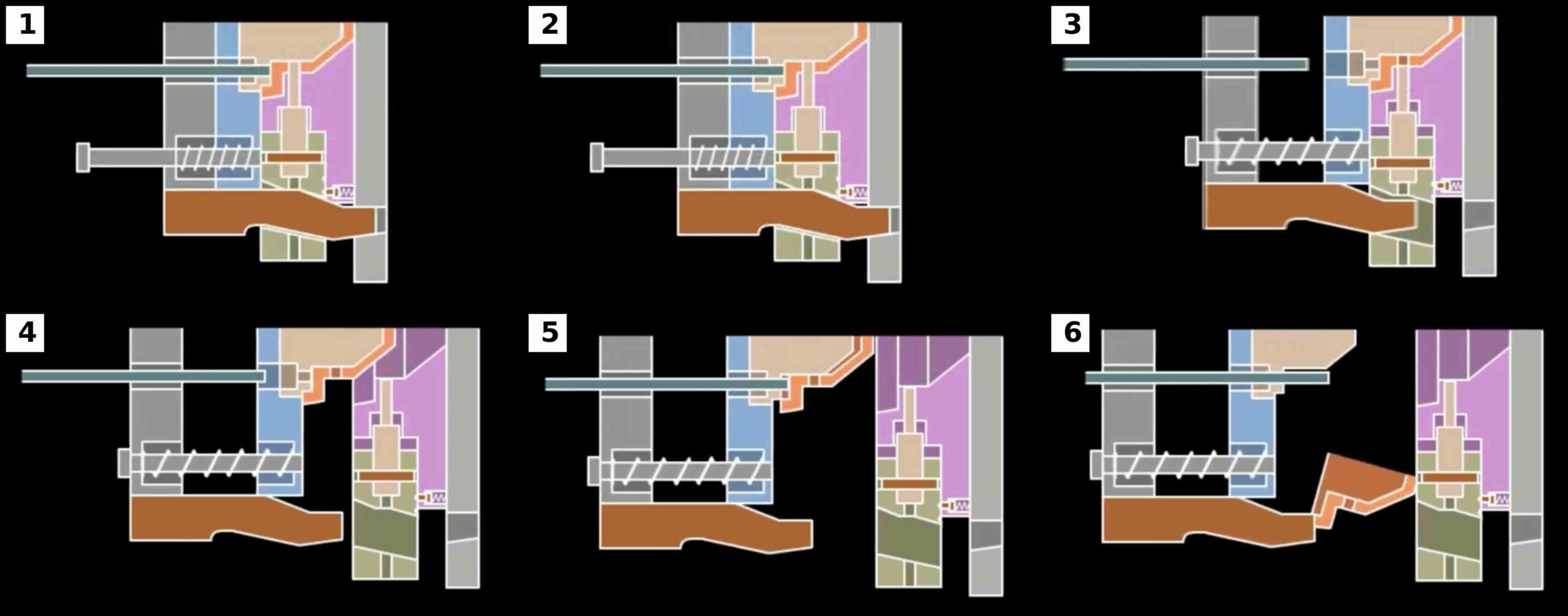
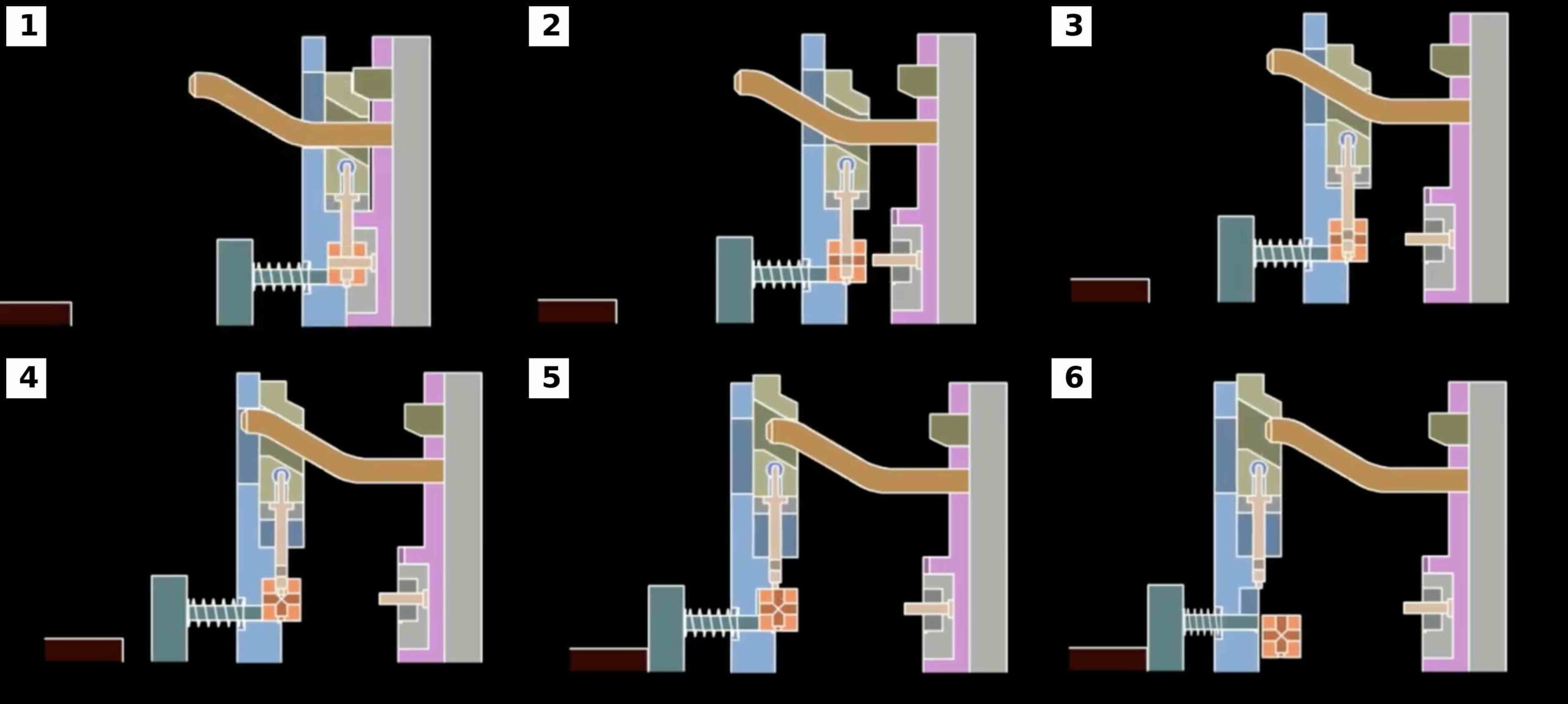
Meccanismo 6 – Sistema di Estrazione Interna Assistito da Rullo con Ripristino a Cuneo
Questo sistema rappresenta una delle soluzioni più sofisticate per l’estrazione di sottosquadri interni.
La caratteristica distintiva consiste nell’utilizzo di un rullo che sostituisce il tradizionale contatto strisciante tra tassello e carrello.
Durante l’apertura dello stampo il tassello quadrato entra in contatto con il rullo. Invece di generare uno scorrimento diretto tra due superfici in acciaio, il movimento viene trasferito attraverso un contatto volvente.
Questo riduce drasticamente l’attrito.
Il rullo trasmette il movimento al carrello interno, che arretra progressivamente fino a liberare il sottosquadro.
Durante la chiusura dello stampo, una barra a cuneo riporta automaticamente il carrello nella posizione di lavoro iniziale.
L’intero sistema funziona in modo completamente meccanico e sincronizzato con il ciclo dello stampo.
Vantaggi
- Attrito estremamente ridotto
- Minore usura
- Maggiore durata operativa
- Minore richiesta di forza
- Migliore ripetibilità del movimento
Considerazioni Progettuali
Il progettista deve valutare attentamente:
- Materiale del rullo
- Tipo di cuscinetto
- Durezza superficiale
- Sistema di lubrificazione
- Geometria del cuneo di ripristino
Le superfici del rullo vengono normalmente temprate e rettificate per garantire una lunga durata.
Applicazioni Tipiche
- Raccordi pneumatici
- Connettori tecnici
- Componenti medicali
- Componenti automobilistici
- Stampi ad altissimo numero di cicli
Modalità di Guasto
I problemi più frequenti includono:
- Cedimento del cuscinetto
- Bloccaggio del rullo
- Lubrificazione insufficiente
- Usura della barra a cuneo
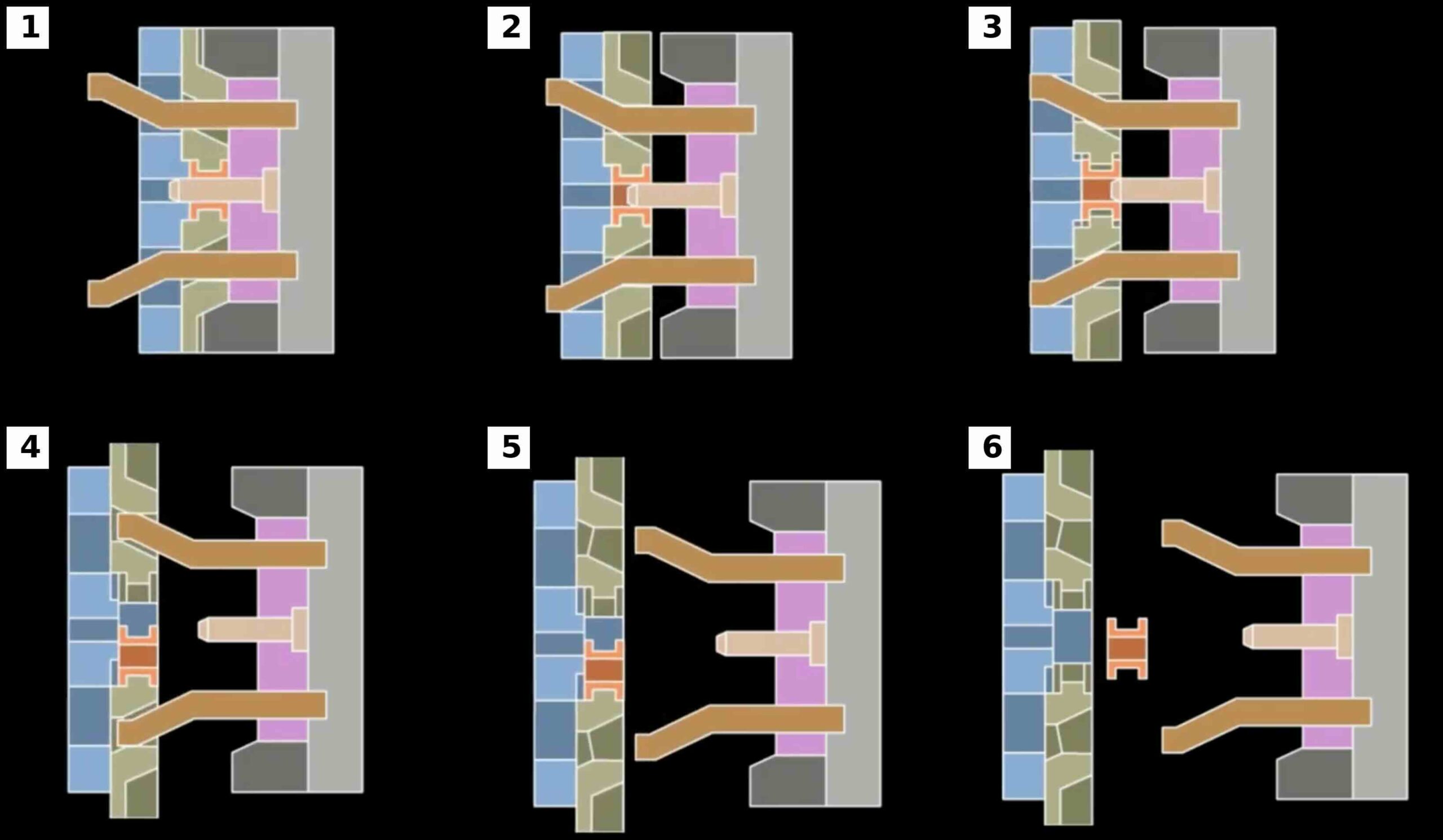
Meccanismo 7 – Sistema di Estrazione Sequenziale a Due Stadi
Quando un componente presenta più sottosquadri che non possono essere liberati simultaneamente, viene utilizzato il sistema di estrazione sequenziale a due stadi.
Questa configurazione consente di effettuare due movimenti distinti e controllati durante la stessa apertura dello stampo.
Nella prima fase il tassello quadrato aziona il carrello esterno.
Questo movimento libera il primo sottosquadro e crea lo spazio necessario per la seconda operazione.
Una volta raggiunta una posizione predeterminata, un fermo meccanico o una vite di arresto trasferisce il movimento a un secondo carrello.
Inizia così la seconda fase di estrazione.
Il secondo carrello arretra liberando ulteriori sottosquadri che non avrebbero potuto essere estratti contemporaneamente al primo.
Questa sequenza controllata elimina le interferenze e riduce le sollecitazioni sul pezzo stampato.
Vantaggi
- Gestione di geometrie molto complesse
- Riduzione del rischio di interferenze
- Migliore qualità del pezzo
- Maggiore controllo della sequenza di estrazione
- Possibilità di realizzare sottosquadri multipli
Considerazioni Progettuali
Particolare attenzione deve essere dedicata a:
- Temporizzazione dei movimenti
- Posizione della vite di arresto
- Rigidezza dei carrelli
- Lubrificazione
- Tolleranze di accoppiamento
La corretta sincronizzazione è fondamentale per evitare collisioni tra i componenti.
Applicazioni Tipiche
- Connettori automobilistici
- Componenti medicali
- Corpi valvola
- Componenti industriali complessi
- Connettori elettrici
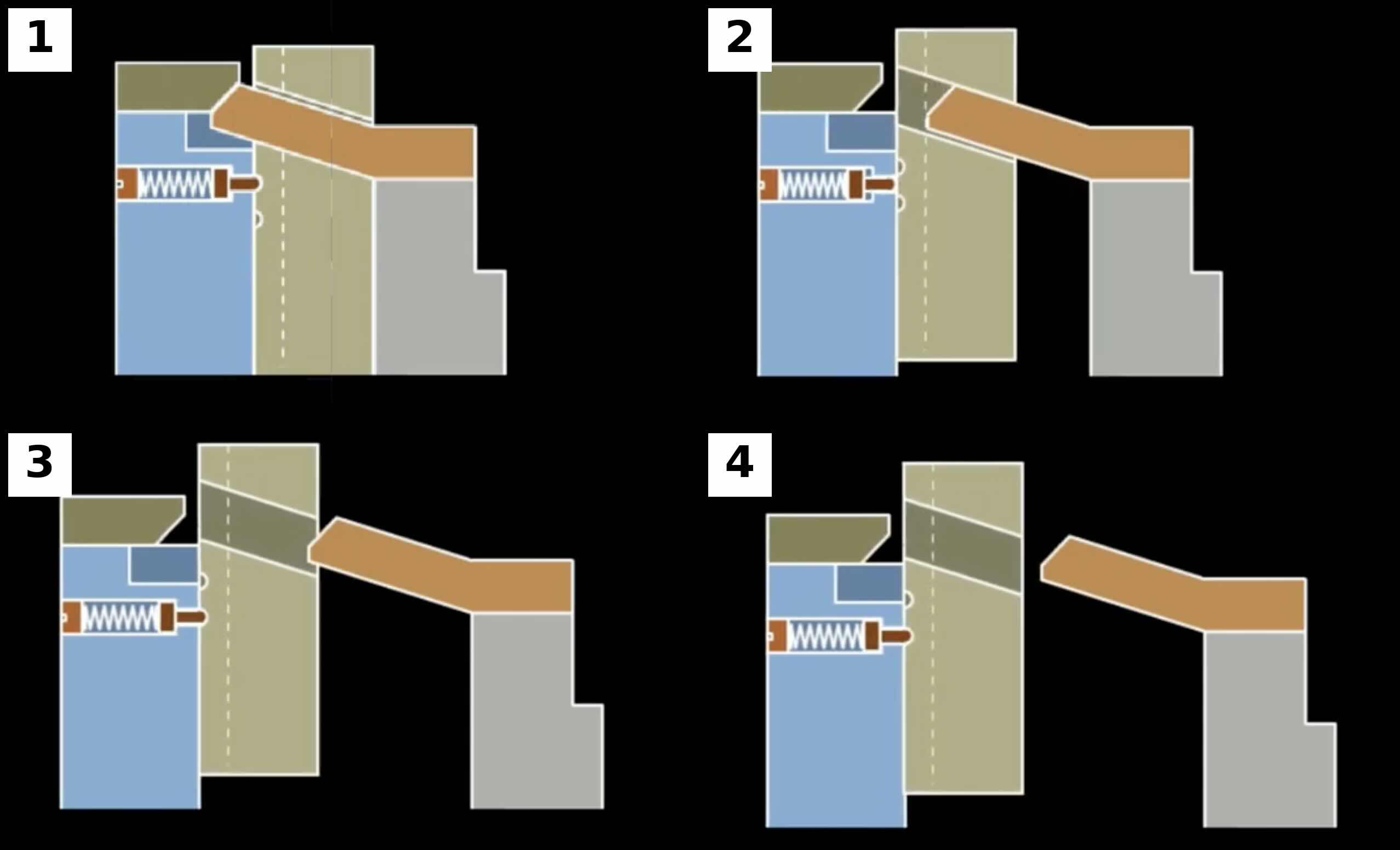
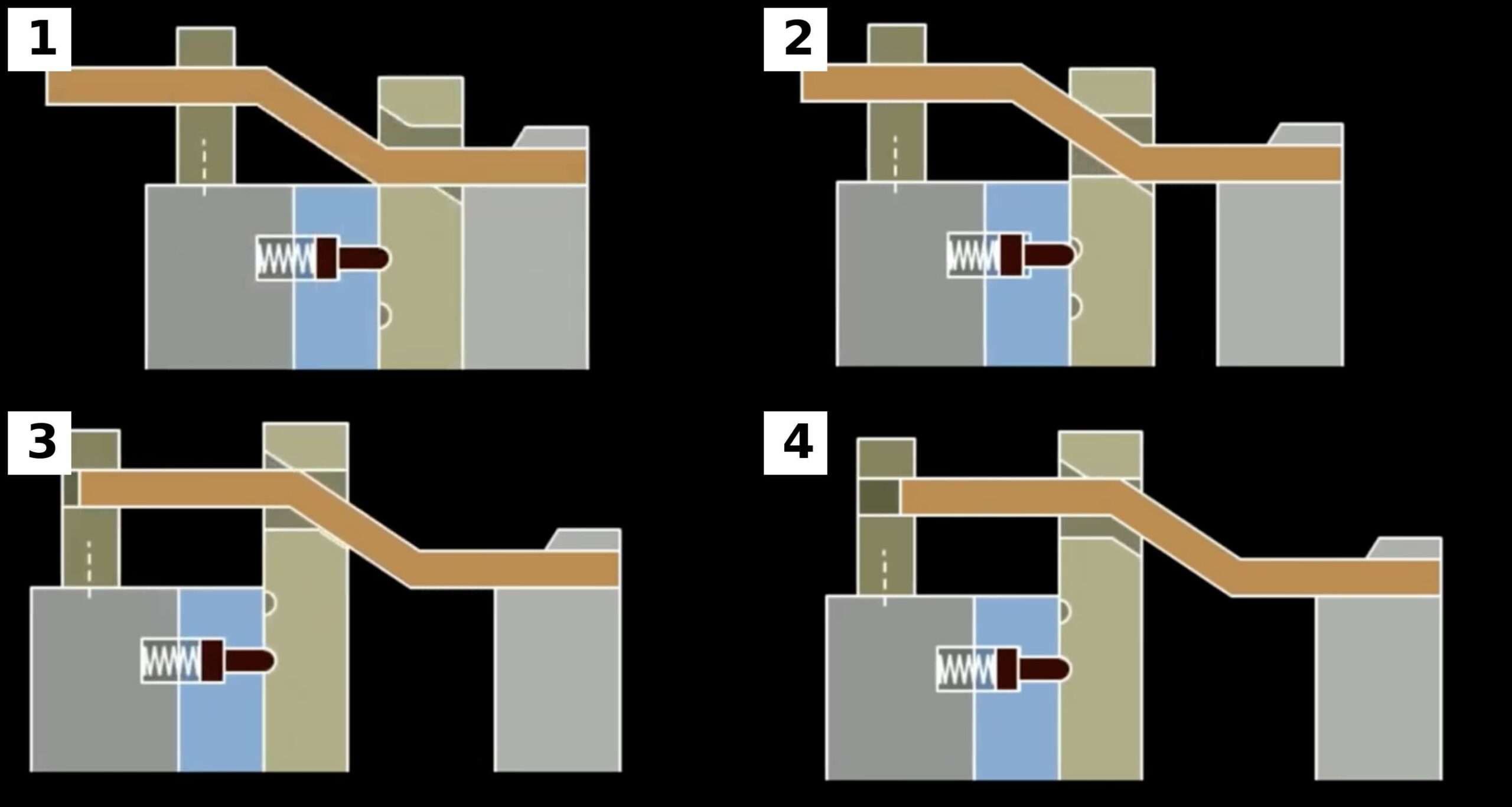
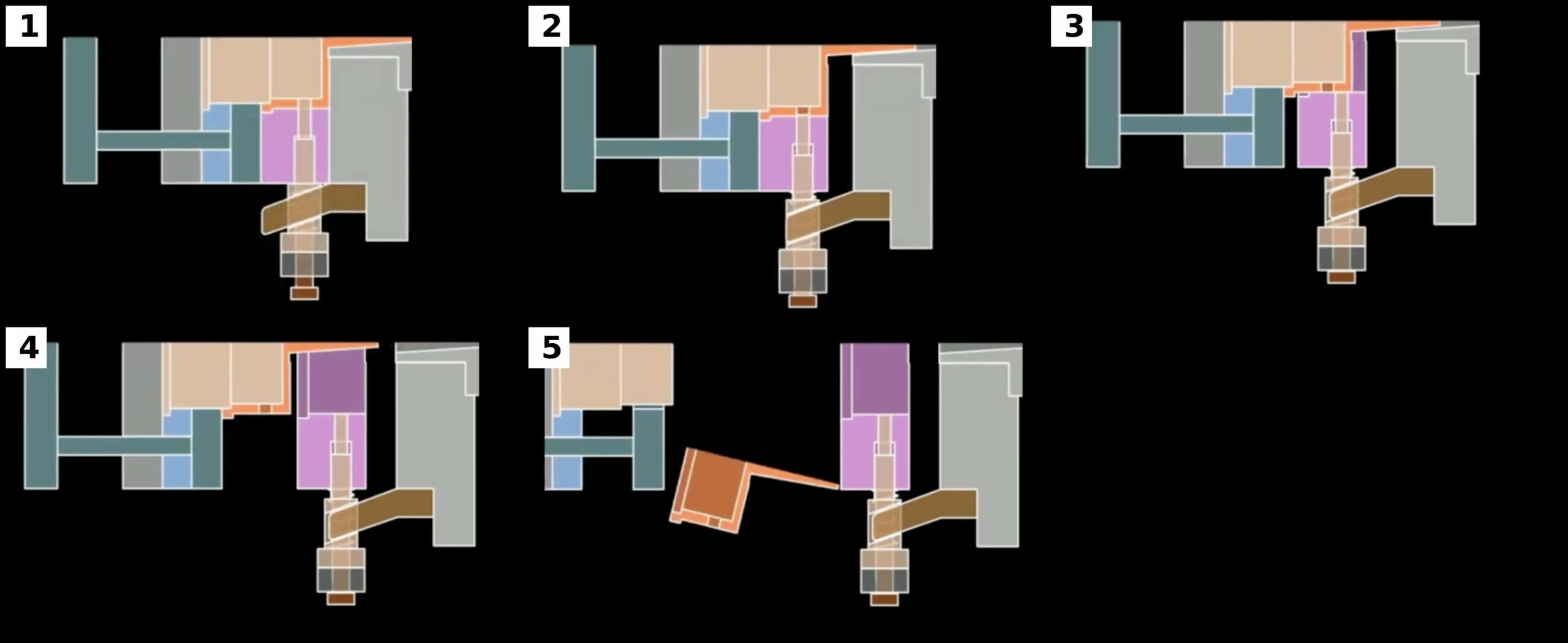
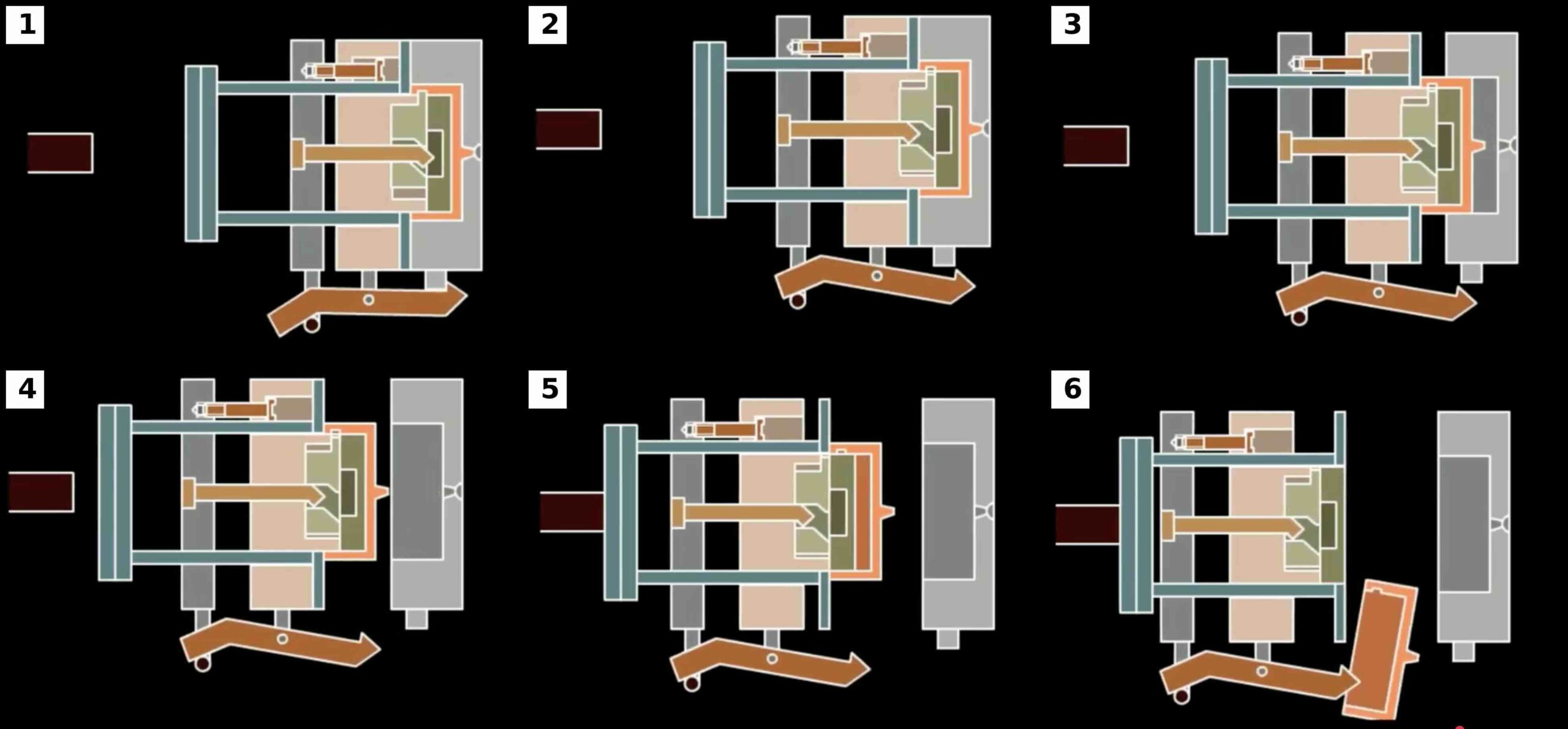
Meccanismo 8 – Sistema con Tassello Quadrato e Molla sul Lato Fisso
Normalmente i sistemi di estrazione laterale sono installati nella metà mobile dello stampo.
In alcune applicazioni, tuttavia, il nucleo laterale deve essere posizionato sul lato fisso.
Questa situazione crea una sfida progettuale significativa poiché il lato fisso non dispone naturalmente del movimento necessario per azionare il carrello.
Per risolvere questo problema viene utilizzato un sistema a molle.
Durante la chiusura dello stampo le molle vengono compresse accumulando energia.
Quando la pressa inizia l’apertura, le molle spingono una piastra mobile creando una piccola corsa iniziale indipendente.
Questa corsa viene utilizzata per azionare il tassello quadrato e completare l’estrazione del nucleo laterale sul lato fisso.
Solo dopo che il carrello ha completato il proprio movimento, si apre la linea di divisione principale dello stampo.
Il pezzo può quindi essere trasferito alla metà mobile per l’espulsione.
Vantaggi
- Possibilità di estrazione sul lato fisso
- Funzionamento completamente meccanico
- Nessun cilindro idraulico richiesto
- Costi contenuti
- Elevata affidabilità
Considerazioni Progettuali
La selezione delle molle è uno degli aspetti più critici.
Le molle devono essere sufficientemente potenti da:
- Vincere gli attriti
- Muovere il carrello
- Garantire il corretto sincronismo
Al tempo stesso non devono generare carichi eccessivi che potrebbero ridurne la durata.
Occorre inoltre verificare:
- Fatica delle molle
- Lunghezza di lavoro
- Temperatura operativa
- Numero di cicli previsti
Applicazioni Tipiche
- Componenti estetici automobilistici
- Imballaggi tecnici
- Elettrodomestici
- Stampi con hot runner
- Componenti a parete sottile
Modalità di Guasto
Le problematiche più frequenti comprendono:
- Cedimento delle molle
- Perdita di precarico
- Usura della piastra mobile
- Disallineamento del sistema
Meccanismo 9 – Sistema con Tassello Quadrato ad Angolo Variabile
Il sistema con tassello quadrato ad angolo variabile rappresenta una delle soluzioni meccaniche più avanzate per l’estrazione laterale negli stampi a iniezione.
Questo sistema nasce per risolvere un problema fondamentale della progettazione degli stampi: la forza necessaria per avviare il movimento del carrello è generalmente molto maggiore rispetto a quella necessaria per proseguire l’estrazione.
Nei tasselli tradizionali a inclinazione costante il progettista è costretto a scegliere un compromesso.
Un angolo ridotto genera elevate forze di estrazione ma limita la corsa disponibile.
Un angolo elevato aumenta la corsa ma riduce la forza disponibile.
Il tassello ad angolo variabile elimina questo compromesso.
Il profilo del tassello è composto da due o più sezioni caratterizzate da inclinazioni differenti.
Durante la fase iniziale dell’apertura dello stampo il carrello viene azionato dalla sezione a basso angolo.
Questa zona fornisce il massimo vantaggio meccanico e genera una forza elevata per vincere:
- La contrazione del materiale
- Gli attriti delle guide
- Le pressioni residue sul nucleo laterale
Dopo che il carrello ha iniziato il proprio movimento e le forze richieste si riducono, il tassello entra nella seconda sezione caratterizzata da un’inclinazione maggiore.
Questa configurazione consente di aumentare la corsa disponibile e ridurre l’apertura richiesta allo stampo.
Vantaggi
- Elevata forza iniziale
- Corse molto lunghe
- Riduzione dell’apertura dello stampo
- Migliore efficienza meccanica
- Maggiore flessibilità progettuale
Applicazioni Tipiche
- Paraurti automobilistici
- Cruscotti
- Componenti di grandi dimensioni
- Sottosquadri profondi
- Stampi tecnici ad alta complessità
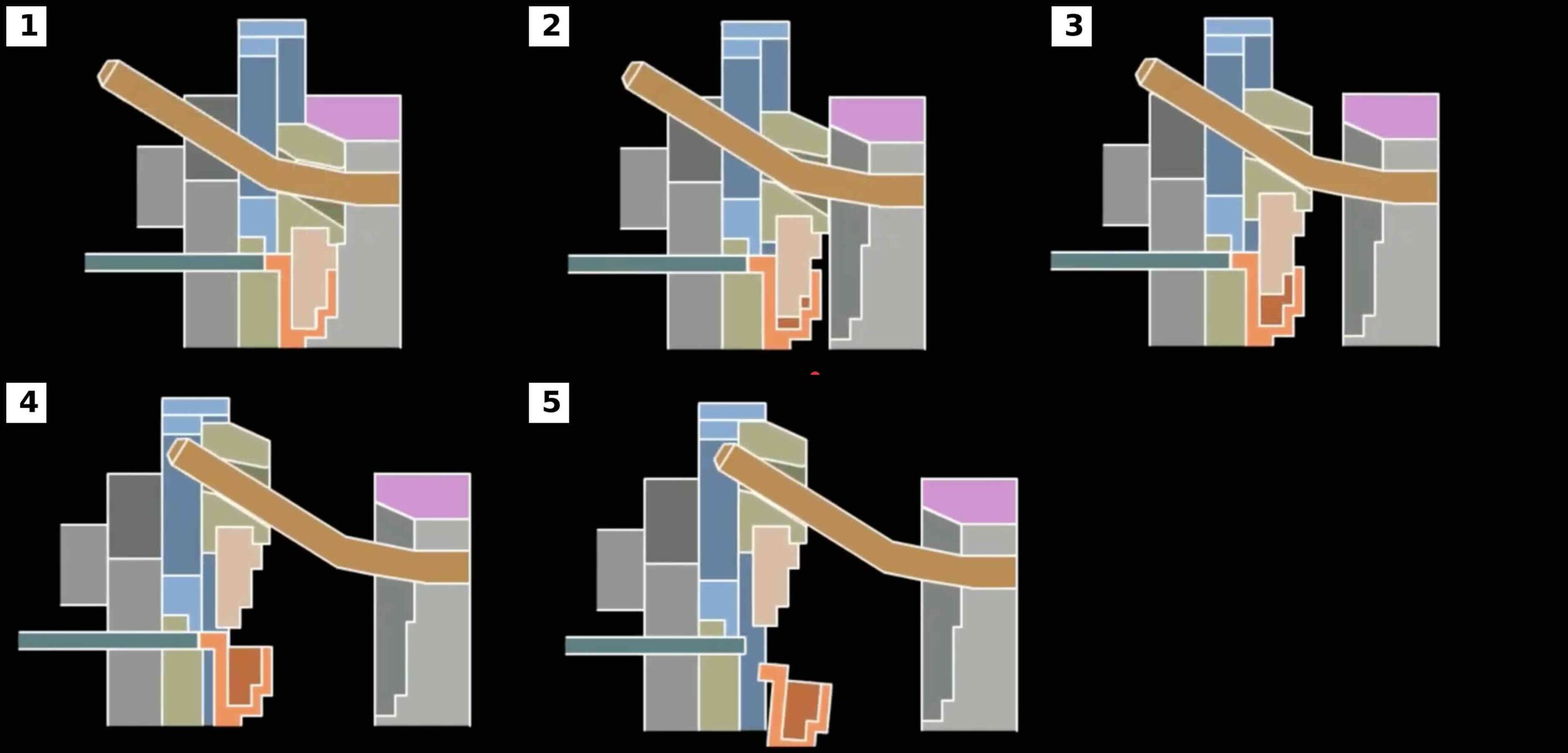
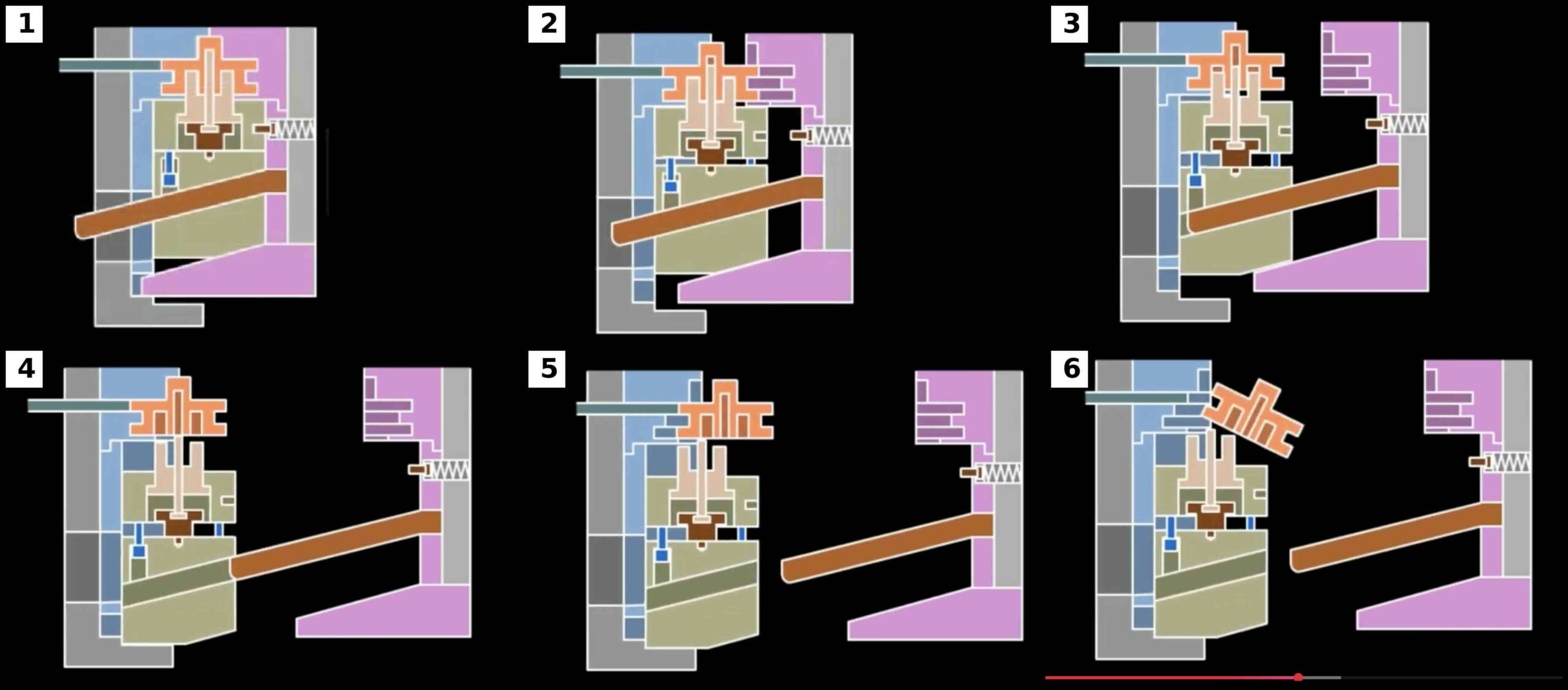
Meccanismo 10 – Sistema di Estrazione Interna con Tassello Quadrato
I sottosquadri interni rappresentano una delle sfide più complesse nello stampaggio a iniezione.
A differenza dei carrelli esterni, i sistemi di estrazione interna devono operare in spazi estremamente limitati mantenendo al tempo stesso elevata precisione e rigidità.
Il sistema di estrazione interna con tassello quadrato è stato sviluppato per gestire questo tipo di applicazioni.
La movimentazione avviene completamente all’interno dello stampo.
Quando lo stampo inizia ad aprirsi, una piastra intermedia o una piastra mobile esegue una corsa iniziale.
Durante questa fase il tassello quadrato entra in presa con il carrello interno.
Il carrello arretra liberando il sottosquadro prima che lo stampo completi la propria apertura.
Una volta terminata l’estrazione, il pezzo può essere espulso senza interferenze.
Vantaggi
- Soluzione compatta
- Adatta a sottosquadri interni
- Funzionamento completamente meccanico
- Elevata affidabilità
Considerazioni Progettuali
Particolare attenzione deve essere dedicata a:
- Spazio disponibile
- Raffreddamento
- Lubrificazione
- Rigidezza del nucleo
- Dilatazioni termiche
Applicazioni Tipiche
- Raccordi pneumatici
- Componenti medicali
- Raccordi idraulici
- Componenti fluidici
- Connettori tecnici
Meccanismo 11 – Sistema a Separazione Ritardata con Tassello Quadrato – Tipo 1
I sistemi a separazione ritardata vengono utilizzati quando è necessario controllare con precisione la sequenza di apertura dello stampo.
In molte applicazioni il pezzo deve rimanere supportato dal nucleo principale per una certa distanza prima che inizi l’estrazione laterale.
Il sistema di tipo 1 introduce una fase di apertura iniziale durante la quale il carrello rimane completamente fermo.
Solo dopo aver raggiunto una determinata distanza di apertura il tassello entra in funzione e avvia il movimento del carrello.
Questo ritardo riduce significativamente le tensioni sul pezzo stampato.
Vantaggi
- Migliore protezione del prodotto
- Riduzione delle deformazioni
- Minori forze di estrazione
- Maggiore qualità estetica
Considerazioni Progettuali
I parametri fondamentali sono:
- Distanza di ritardo
- Contrazione del materiale
- Geometria del pezzo
- Sequenza di apertura
La corretta temporizzazione è essenziale per ottenere i benefici desiderati.
Applicazioni Tipiche
- Componenti estetici
- Elettronica di consumo
- Dispositivi medicali
- Componenti a parete sottile
Meccanismo 12 – Sistema a Separazione Ritardata con Tassello Quadrato – Tipo 2
Il sistema di tipo 2 rappresenta una versione più sofisticata della separazione ritardata.
In questo caso non viene semplicemente ritardata l’estrazione del carrello, ma viene controllata in modo preciso l’intera sequenza di rilascio del pezzo.
Il componente viene inizialmente separato dal nucleo principale.
Successivamente viene introdotta una fase di ritardo durante la quale il pezzo si stabilizza.
Solo dopo questa fase il tassello quadrato aziona il carrello laterale.
L’estrazione avviene quindi in condizioni molto più favorevoli.
Questo approccio riduce drasticamente:
- Deformazioni
- Tensioni residue
- Difetti estetici
- Variazioni dimensionali
Vantaggi
- Massima qualità del prodotto
- Riduzione delle tensioni
- Migliore stabilità dimensionale
- Elevata ripetibilità del processo
Considerazioni Progettuali
Poiché il sistema dipende fortemente dalla temporizzazione, è necessario prestare particolare attenzione a:
- Tolleranze di montaggio
- Usura dei componenti
- Sequenza di apertura
- Contrazione del materiale
Applicazioni Tipiche
- Componenti medicali
- Alloggiamenti ottici
- Connettori di precisione
- Componenti elettronici
Calcoli di Progettazione per Sistemi con Tassello Quadrato
La progettazione di un sistema di estrazione con tassello quadrato non dovrebbe mai basarsi esclusivamente sull’esperienza pratica o su progetti precedenti.
Sebbene l’esperienza del progettista rimanga fondamentale, gli stampi moderni richiedono una valutazione ingegneristica accurata delle forze, delle deformazioni, dell’usura e delle condizioni operative.
Un corretto dimensionamento consente di:
- Aumentare la durata dello stampo
- Ridurre la manutenzione
- Migliorare la qualità del prodotto
- Ridurre il rischio di guasti
- Ottimizzare i tempi ciclo
Calcolo della Forza di Estrazione
La forza necessaria per estrarre un nucleo laterale dipende principalmente da quattro fattori:
Contrazione del Materiale
Durante il raffreddamento la plastica tende a stringersi attorno al nucleo.
Maggiore è la contrazione del materiale, maggiore sarà la forza necessaria per liberare il sottosquadro.
Materiali come:
- PA66
- PBT
- POM
- PPS
possono generare forze significativamente superiori rispetto a materiali meno tecnici.
Attrito delle Guide
Le superfici di guida del carrello contribuiscono in modo significativo alla forza richiesta.
Tra i fattori da considerare:
- Materiale delle guide
- Rugosità superficiale
- Lubrificazione
- Carico applicato
Peso del Carrello
Nei grandi stampi automobilistici alcuni carrelli possono pesare decine di chilogrammi.
L’inerzia associata deve essere considerata durante la fase di accelerazione.
Geometria del Sottosquadro
Maggiore è la profondità del sottosquadro, maggiore sarà generalmente la forza richiesta per l’estrazione.
Fattore di Sicurezza
Nella progettazione industriale è buona pratica utilizzare fattori di sicurezza adeguati.
Per sistemi di estrazione meccanici vengono generalmente adottati valori compresi tra:
- 1,5 per applicazioni standard
- 2,0 per applicazioni impegnative
- 2,5 o superiori per sistemi critici
L’obiettivo è compensare:
- Variazioni di processo
- Usura
- Lubrificazione non ottimale
- Errori di montaggio
Pressione Superficiale
La pressione superficiale rappresenta uno dei parametri più importanti nella progettazione del tassello.
Pressioni eccessive provocano:
- Usura accelerata
- Deformazioni locali
- Grippaggio
- Riduzione della precisione
Uno dei principali vantaggi del tassello quadrato è proprio l’aumento dell’area di contatto.
A parità di forza trasmessa, una superficie più ampia riduce la pressione specifica e aumenta la durata del sistema.
Deflessione del Carrello
I carrelli di grandi dimensioni devono essere verificati anche dal punto di vista strutturale.
Una deflessione eccessiva può causare:
- Bave
- Disallineamenti
- Danneggiamento delle chiusure
- Difetti dimensionali
Nei progetti più complessi è consigliabile utilizzare analisi FEM per verificare il comportamento del sistema.
Analisi dell’Usura
L’usura dipende da numerosi fattori:
- Pressione superficiale
- Numero di cicli
- Lubrificazione
- Materiali utilizzati
- Contaminazione
Una corretta analisi dell’usura consente di definire gli intervalli di manutenzione preventiva.
Selezione dei Materiali
La scelta dei materiali influenza direttamente la durata dello stampo.
Materiali per Tasselli Quadrati
I materiali più utilizzati includono:
H13 (1.2344)
Probabilmente il materiale più diffuso.
Vantaggi:
- Elevata tenacità
- Ottima resistenza all’usura
- Buona stabilità dimensionale
1.2367
Utilizzato per applicazioni ad alto carico.
Offre una maggiore tenacità rispetto all’H13.
S7
Particolarmente indicato quando sono presenti urti o carichi dinamici elevati.
Materiali per i Carrelli
I carrelli sono generalmente realizzati in:
- P20
- 1.2738
- H13
- NAK80
La scelta dipende da:
- Volume produttivo
- Materiale stampato
- Complessità del componente
Materiali per le Piastre Antiusura
Le piastre antiusura possono essere realizzate in:
- Acciai temprati
- Bronzo
- Bronzo grafitato
- Materiali autolubrificanti
La scelta dipende dal livello di carico e dalla frequenza di manutenzione prevista.
Trattamenti Termici Consigliati
I trattamenti termici svolgono un ruolo fondamentale nella durata del sistema.
Una durezza insufficiente provoca usura precoce.
Una durezza eccessiva può causare fragilità.
Durezze Tipiche
| Componente | Durezza Consigliata |
|---|---|
| Tassello Quadrato | 54-60 HRC |
| Piastre Antiusura | 58-62 HRC |
| Cunei | 56-60 HRC |
| Carrelli | 48-56 HRC |
Nitrurazione
La nitrurazione è uno dei trattamenti più utilizzati.
I vantaggi includono:
- Elevata durezza superficiale
- Bassa deformazione
- Maggiore resistenza al grippaggio
- Incremento della durata
Rivestimenti PVD
Per applicazioni particolarmente gravose possono essere utilizzati rivestimenti:
- TiN
- TiCN
- CrN
- DLC
Questi trattamenti riducono ulteriormente attrito e usura.
Ingegneria della Lubrificazione
La lubrificazione è uno degli aspetti più trascurati nella progettazione degli stampi.
Molti guasti attribuiti a problemi di progettazione sono in realtà causati da una lubrificazione insufficiente.
Funzioni della Lubrificazione
La lubrificazione ha il compito di:
- Ridurre l’attrito
- Ridurre l’usura
- Dissipare calore
- Prevenire il grippaggio
- Proteggere dalla corrosione
Sistemi di Lubrificazione
Canali per Grasso
La soluzione più diffusa.
Consentono la distribuzione del lubrificante nelle zone critiche.
Inserti Grafitati
Molto utilizzati negli stampi ad alta produzione.
Riducono la necessità di manutenzione frequente.
Piastre Autolubrificanti
Particolarmente utili nei punti difficilmente accessibili.
Sistemi Automatici
Impiegati in linee produttive completamente automatizzate.
Garantiscono una lubrificazione costante e controllata.
Analisi dei Guasti Più Comuni
Comprendere le modalità di guasto permette di migliorare continuamente la progettazione.
Grippaggio
Il grippaggio rappresenta uno dei problemi più pericolosi.
Può essere causato da:
- Lubrificazione insufficiente
- Pressione eccessiva
- Materiali incompatibili
- Contaminazione
Una volta iniziato, il grippaggio può danneggiare rapidamente le superfici di lavoro.
Usura Accelerata
Le principali cause sono:
- Lubrificazione insufficiente
- Materiali non adeguati
- Carichi superiori al previsto
- Presenza di particelle abrasive
Cricche e Rotture
Le rotture sono generalmente associate a:
- Trattamenti termici errati
- Concentrazioni di tensione
- Carichi d’urto
- Difetti metallurgici
Disallineamenti
I disallineamenti possono derivare da:
- Usura delle guide
- Cedimento delle spine
- Errori di montaggio
- Deflessioni strutturali
Spesso rappresentano la causa principale di problemi secondari.
Strategia di Manutenzione
Anche il miglior progetto richiede una manutenzione adeguata.
La manutenzione preventiva è quasi sempre meno costosa della manutenzione correttiva.
Controlli Giornalieri
- Verifica della lubrificazione
- Controllo visivo delle superfici
Controlli Settimanali
- Scorrevolezza dei carrelli
- Condizione delle guide
- Verifica delle chiusure
Controlli Mensili
- Controllo delle tolleranze
- Verifica dell’usura
- Controllo delle spine di guida
Revisione Annuale
- Smontaggio completo
- Misurazione delle superfici usurate
- Sostituzione dei componenti critici
- Ripristino delle lubrificazioni
Best Practice per la Progettazione Moderna
I progettisti più esperti seguono generalmente alcune regole fondamentali:
- Ridurre al minimo gli attriti.
- Massimizzare le superfici di contatto.
- Utilizzare superfici temprate e rettificate.
- Garantire una lubrificazione efficace.
- Evitare carichi impulsivi.
- Progettare pensando alla manutenzione.
- Verificare le sequenze di movimento.
- Utilizzare adeguati fattori di sicurezza.
- Considerare le dilatazioni termiche.
- Standardizzare i componenti quando possibile.
Conclusioni
I meccanismi di estrazione con tassello quadrato rappresentano una delle soluzioni più versatili ed efficienti disponibili oggi per la gestione dei sottosquadri negli stampi a iniezione.
Grazie alla maggiore superficie di contatto, alla migliore distribuzione delle forze e alla possibilità di realizzare configurazioni avanzate come sistemi sequenziali, ritardati e ad angolo variabile, essi offrono prestazioni superiori rispetto ai tradizionali angle pin in numerose applicazioni.
Dai semplici carrelli laterali fino ai complessi sistemi multi-stadio utilizzati nell’industria automobilistica e medicale, il tassello quadrato permette di affrontare con successo le crescenti esigenze di precisione, affidabilità e durata richieste dalla moderna progettazione degli stampi.
Quando correttamente dimensionati, costruiti e mantenuti, questi sistemi possono operare per milioni di cicli garantendo elevata qualità del prodotto, ridotti costi di manutenzione e massima affidabilità produttiva.
Per questo motivo il tassello quadrato continua a essere una delle soluzioni più importanti e innovative nell’ingegneria degli stampi a iniezione moderna.