Raccontato dal dott. Bruno Barne.
La mia esperienza e l’utilizzo dei cilindri oleodinamici sono iniziati nello stesso momento, nel 1990.
Quando sono arrivato alla Sommer Allibert Industrie (diventata “Faurecia Interior System” nel 2000), la standardizzazione degli stampi era ai suoi inizi. Capimmo in fretta che il coordinamento dell’espulsione tra lo stampo e la macchina per l’iniezione era un compito che avrebbe richiesto molto tempo. Per questo motivo favorimmo il progetto di un’espulsione indipendente dalla macchina per l’iniezione, servendoci di cilindri oleodinamici. Questa decisione aiutò grandemente lo sviluppo dell’HP System come fornitore per il settore dell’iniezione.
Da quella data, e per molti anni in seguito, l’HP System fu l’unico fornitore di cilindri idraulici per la Faurecia Interior Systems.
Nel 2011, la Faurecia Interior Systems decise di espandere il gruppo dei fornitori. Prima di tutto aggiunsero PARKER e AHP MERKLE, ma erano anche in cerca di un’ altra nuova marca.
In precedenza, quando avevo iniziato a lavorare con la Vega nel 2007, presentai la ditta, i suoi prodotti e la sua filosofia ad alcuni esponenti della Faurecia Interior Systems, e nel giugno del 2011 ricevetti una richiesta per definire il nostro livello dei prezzi.
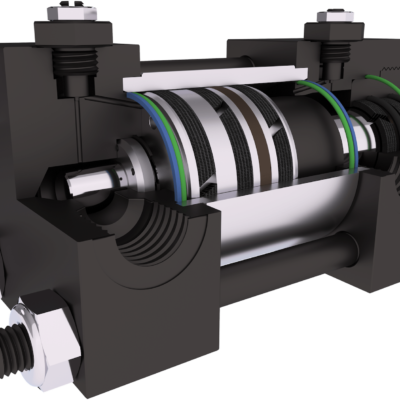
In seguito ci dedicammo ad alcune discussioni tecniche, e nel febbraio del 2012 sviluppammo 4 cilindri con punti di fissaggio modificati. Per valutare l’efficienza dei cilindri, la Faurecia Interior Systems decise di fare un test, montando i cilindri su uno stampo già in produzione nello stabilimento di Saint-Michel. Il volume giornaliero dello stampo era più di 1500 cicli al giorno. La prima preoccupazione fu di controllare se lo stampo lavorava con la stessa efficienza di quando si usavano i cilindri dell’HP System. Ciò significava che la durata di un ciclo doveva rimanere uguale a quella che si aveva in precedenza, mantenendo anche un movimento equilibrato della piastra d’estrazione.
Dopo diversi mesi di produzione, la Faurecia Interior Systems confermò che lo stampo funzionava correttamente; quindi suggerimmo di effettuare un’ispezione dopo sei mesi di produzione. Nel mese di luglio del 2012, alla presenza degli addetti alla manutenzione della Faurecia Interior Systems, il nostro tecnico smontò tutti i cilindri. Tutti i pezzi erano in perfetta condizione, e i cilindri furono rimontati così com’erano sullo stampo. Dopo un anno di produzione (circa 300.000 cicli), le conclusioni rimasero le stesse.
(Vedere le risposte date ad alcune domande dallo stabilimento stesso:
“Volume de production à ce jour avec ces vérins (1500v/j soit 300 000 moulées environs)
– Avez vous eu un quelconque problème pendant la production cette année ? Si oui de quel ordre ? Non, aucun soucis et aucunes fuite
– Maintenance : avez vous fait des actions de maintenance spécifiques depuis l’analyse du mois de Juin ? Et le cas échéant quels sont vos constats ? Aucunes actions en maintenance”
Parallelamente ho utilizzato la mia esperienza ottenuta lavorando per la Faurecia Interior Systems, la mia conoscenza dei dati specifici e le attese degli addetti alla manutenzione per proporre le soluzioni migliori, prendendo in considerazione il costo, ovviamente, ma concentrandomi maggiormente sull’aspetto della manutenzione e sul dare ai vari stabilimenti la soluzione migliore per le loro esigenze. Questo mi ha portato a proporre i cilindri Vega V450 con corse standard.
Inoltre, per riconoscere quali sono i cilindri da offrire alla Faurecia Interior Systems (in quanto i loro requisiti specifici sono diversi dai nostri standard) e per poter tenere meglio traccia dei nostri prodotti, abbiamo creato una codifica speciale.
Nel 2014, dopo più di un anno e diversi meeting, abbiamo finalmente raggiunto quello che per noi era il nostro primo obiettivo: entrare nella lista dei fornitori che corrispondono ai requisiti specifici per gli stampi della Faurecia Interior Systems.
Oggi, comunque, molte situazioni sono cambiate. La decisione è nelle mani dei produttori degli stampi. Nel passato, in effetti, o c’era soltanto una possibilità di scelta o lo stabilimento obbligava l’utilizzo di una solo marca specifica. Ora è diverso: il produttore dello stampo può scegliere il miglior fornitore per le sue esigenze e secondo i suoi criteri personali da una lista di marche. Lo stabilimento può ancora suggerire, ma non obbligare, una marca specifica, assumendosi però la responsabilità della scelta.
Ora abbiamo un nuovo obiettivo. Dopo essere entrati nella lista dei fornitori che corrispondo alle esigenze specifiche della Faurecia Interior Systems (FIS), adesso miriamo a raggiungere lo stesso obiettivo con la Faurecia Exterior Systems (FES). Spero vivamente che il 2016 ci porti buone notizie!