Fondamenti, principi operativi e meccanismi panoramica
I sistemi meccanici di svitamento sono tra le soluzioni più diffuse per produrre componenti in plastica filettata negli stampi a iniezione. A differenza dei sistemi idraulici o servo-motorizzati, i meccanismi meccanici di svitamento utilizzano ingranaggi, cremalle, il movimento di apertura dello stampo o sistemi di trasmissione dedicati per ruotare il nucleo filettato e rilasciare il componente stampato.
Per decenni, i sistemi meccanici di svitamento sono stati la soluzione preferita per la produzione ad alto volume perché offrono un eccellente equilibrio tra affidabilità, costo, tempo di ciclo e requisiti di manutenzione.
In questo articolo ci concentreremo su quattro meccanismi:
- Meccanismo 1 – Nucleo filettato azionato da motore
- Meccanismo 2 – Svitamento a cremagliera e pignone Tipo 1
- Meccanismo 5 – Svitamento a cremagliera e pignone Tipo 2
- Meccanismo 6 – Svitamento azionato da macchina
Questi quattro sistemi rappresentano la maggior parte delle soluzioni meccaniche di rilascio del filettatore presenti negli stampi di produzione.
Cos’è un sistema meccanico di svitamento?
Un sistema meccanico di svitamento è un meccanismo che converte l’energia meccanica disponibile in movimento rotazionale di un nucleo filettato.
La fonte di energia può essere:
- Motore elettrico
- Movimento di apertura dello stampo
- Movimento a piattaforma meccanica
- Sistema di trasmissione meccanico
A differenza dei sistemi idraulici, nessun cilindro idraulico è direttamente responsabile della rotazione del nucleo.
L’obiettivo principale rimane lo stesso:
Ruota il nucleo filettato abbastanza volte da disinnestare completamente la filettatura stampata.
Perché i sistemi meccanici rimangono popolari
Nonostante la disponibilità di moderni sistemi servo, i sistemi meccanici di svitamento rimangono estremamente comuni.
Le ragioni includono:
- Affidabilità comprovata
- Costi di manutenzione inferiori
- Risoluzione dei problemi più semplice
- Nessun rischio di perdita idraulica
- Costi operativi inferiori
- Lunga durata operativa
Molti stampi meccanici per svitare continuano a funzionare con successo dopo decine di milioni di cicli produttivi.
La catena di potenza meccanica
Ogni sistema meccanico di svitamento segue un percorso di alimentazione simile.
Fonte di Alimentazione
↓
Sistema di trasmissione
↓
Albero rotante
↓
Nucleo filettato
↓
Componente in plastica
La complessità del sistema di trasmissione varia a seconda del meccanismo.
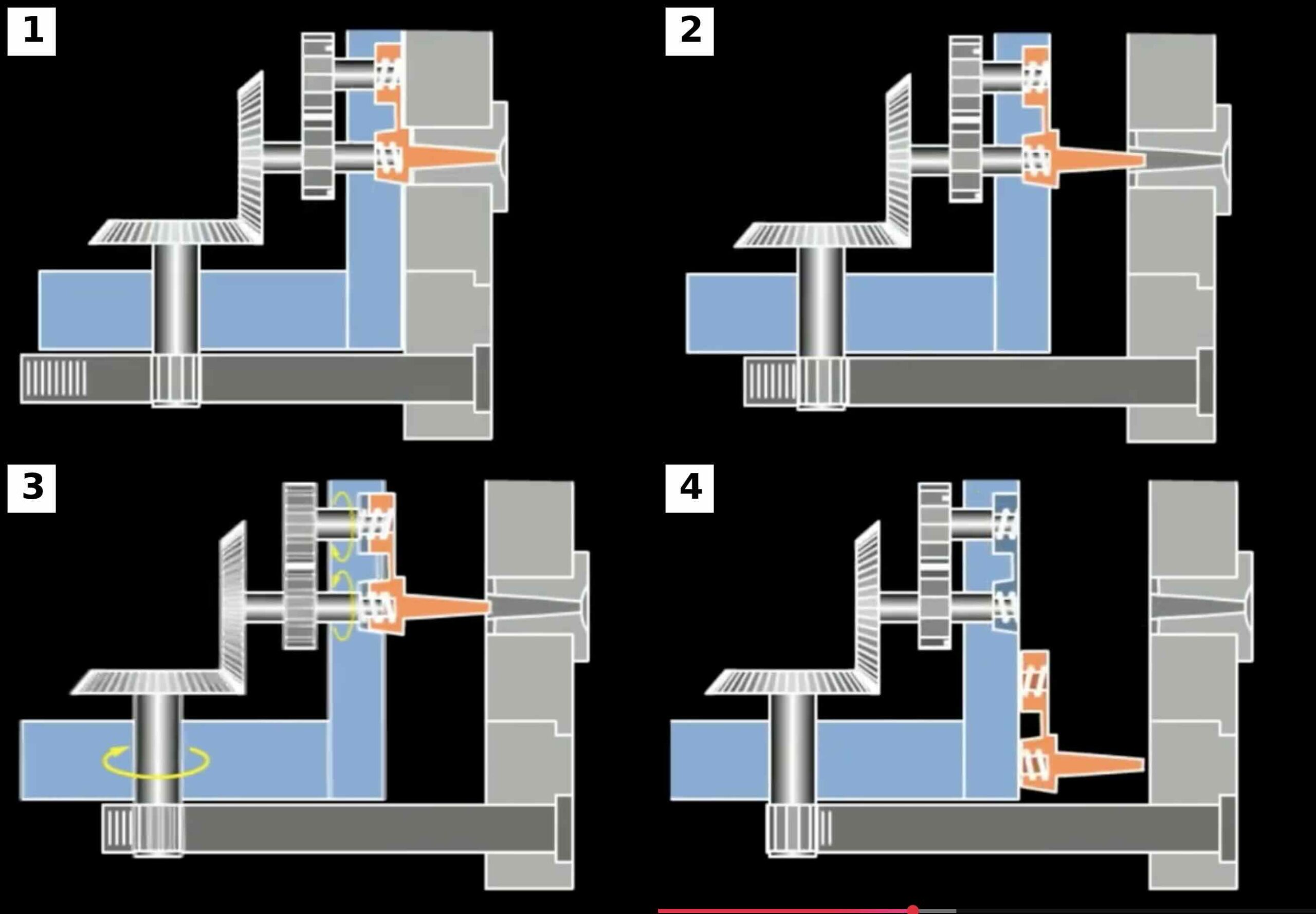
Meccanismo 1 – Nucleo filettato azionato da motore
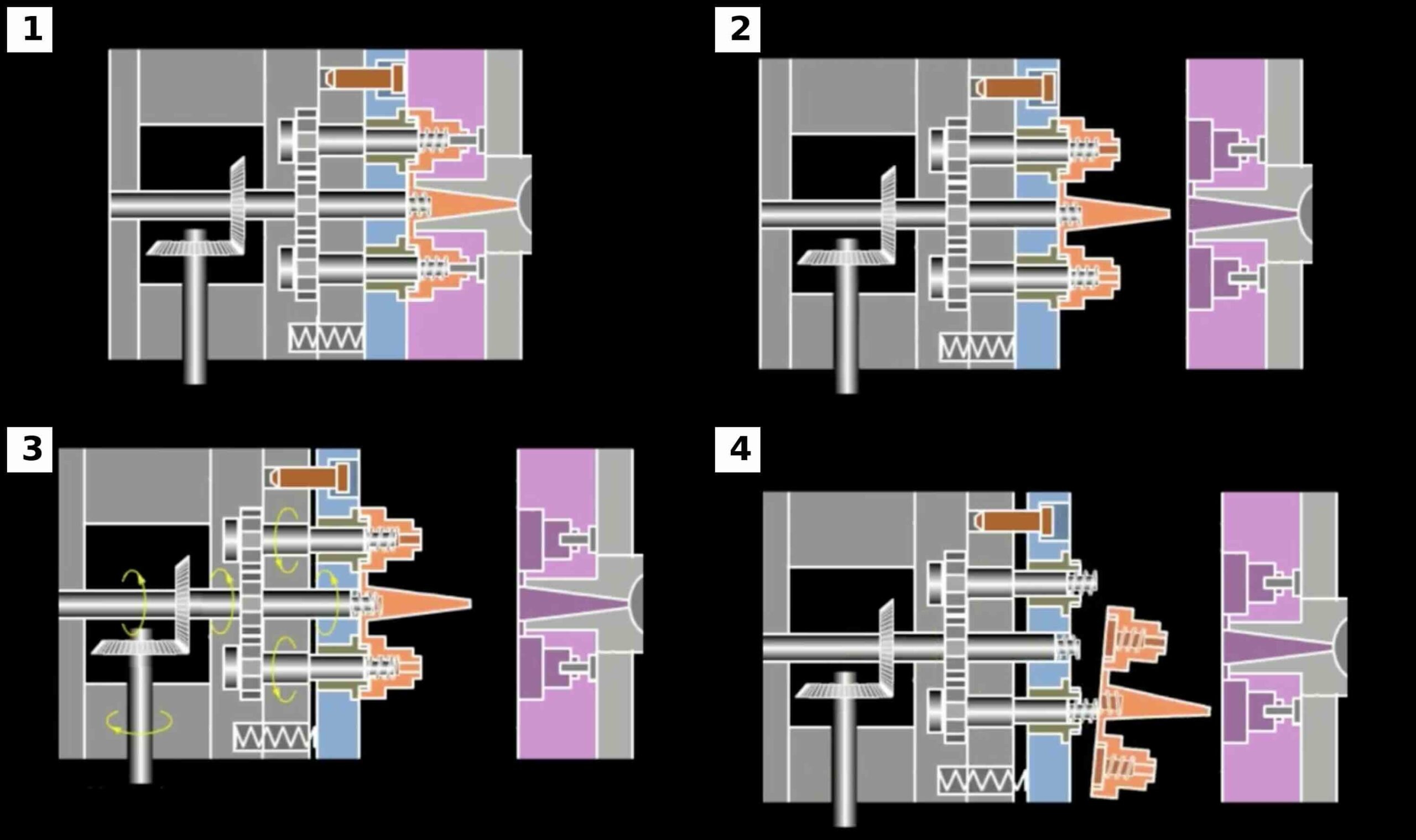
Il meccanismo 1 è uno dei sistemi meccanici di svitaggio più sofisticati.
Un motore dedicato fa ruotare il nucleo filettato attraverso un sistema di trasmissione a ingranaggi.
Quando lo stampo si apre:
- Il nucleo filettato inizia a ruotare
- Il componente stampato rimane fermo
- Il filo si disinnesca progressivamente
- La parte viene rilasciata automaticamente
Sequenza operativa
Passo 1
Si apre muffa.
Passo 2
Il motore inizia a ruotare il nucleo filettato.
Passo 3
Il nucleo filettato inizia a svitare.
Passo 4
Il componente si muove assialmente lungo la filettatura.
Passo 5
Il filo si disinnesca completamente.
Passo 6
Il pezzo viene espulso.
Vantaggi
- Completamente automatico
- Ottima ripetitibilità
- Adatto per filettature profonde
- Adatto per filettature a passo fine
- Eccellente controllo del processo
Limitazioni
- Costo di stampaggio più alto
- Componenti elettrici aggiuntivi
- Manutenzione più complessa
Applicazioni tipiche
- Chiusure mediche
- Sistemi di imballaggio
- Serbatoi di fluidi automobilistici
- Componenti industriali filettati
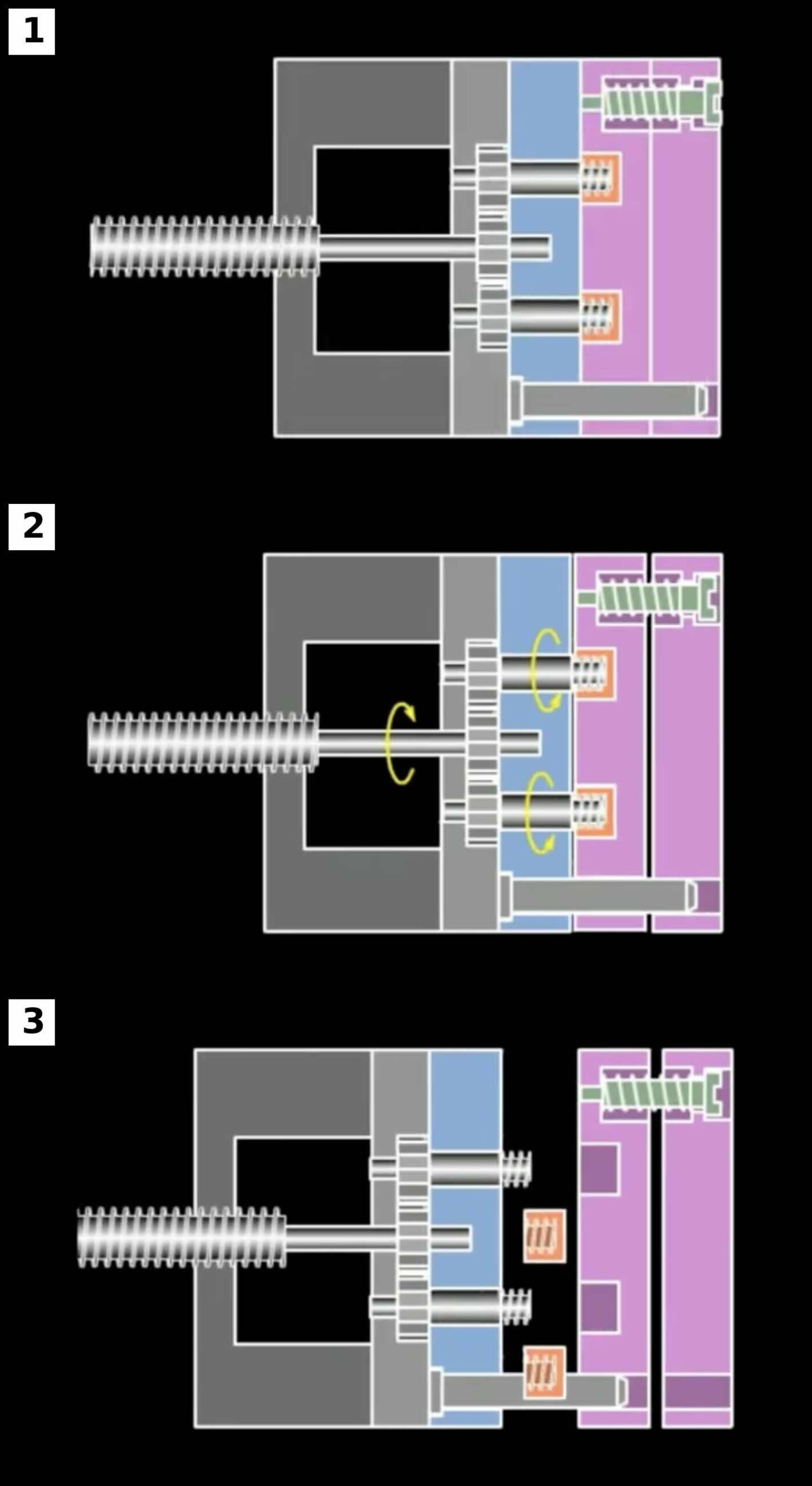
Meccanismo 2 – Svitamento a cremagliera e pignone Tipo 1
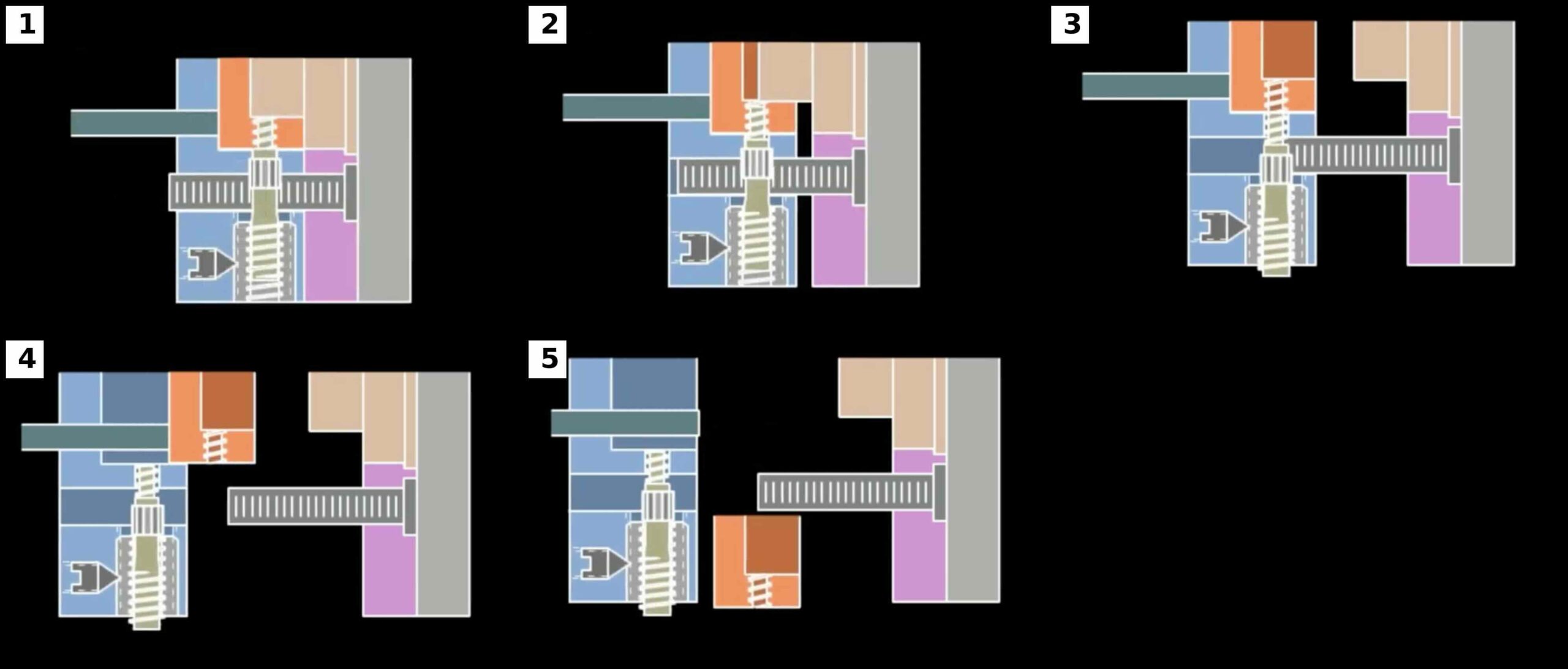
Il meccanismo 2 converte il movimento lineare dello stampo in movimento rotazionale utilizzando una configurazione a cremagliera e pignone.
Quando lo stampo si apre, una cremagliera si incastra in un pignone.
Il pignone ruota il nucleo filettato.
Questo approccio elimina la necessità di un motore separato.
Sequenza operativa
Passo 1
La muffa inizia ad aprirsi.
Passo 2
La cremalliera si muove in modo lineare.
Passo 3
La cremagliera si innesta al pignone.
Passo 4
Il pignone ruota il nucleo filettato.
Passo 5
Il filo si disinnesta.
Passo 6
Parte viene rilasciata.
Vantaggi
- Progettazione compatta
- Costo inferiore rispetto ai sistemi azionati da motori
- Utilizza il movimento di apertura dello stampo
- Affidabilità comprovata
Limitazioni
- Potrebbe essere necessario un grande scorrimento del portapacchi
- L’usura dell’attrezzatura deve essere monitorata
- La velocità dipende dal movimento di apertura dello stampo
Applicazioni tipiche
- Cappetti industriali
- Connettori automobilistici
- Stampi di produzione di media produzione
Meccanismo 5 – Svitamento a cremagliera e pignone Tipo 2
Il Meccanismo 5 utilizza lo stesso principio fondamentale del Meccanismo 2 ma incorpora elementi di trasmissione aggiuntivi.
Il sistema può includere:
- Rapporti intermedi
- Alberi di trasmissione
- Elementi rotanti multipli
Questo consente maggiore flessibilità nella disposizione degli stampi.
Perché usare un sistema di rack più complesso?
A volte il nucleo filettato non può essere posizionato direttamente adiacente al rack.
Le possibili ragioni includono:
- Spazio limitato per lo stampo
- Cavità multiple
- Requisiti di raffreddamento
- Vincoli di espulsione
I componenti intermedi della trasmissione risolvono questi problemi di configurazione.
Vantaggi
- Maggiore flessibilità progettuale
- Adatto a layout di stampi complessi
- Nessun motore dedicato
Limitazioni
- Altri elementi in movimento
- Punti di usura aggiuntivi
- Assemblaggio più difficile
Meccanismo 6 – Svitamento azionato da macchina
Il meccanismo 6 utilizza il movimento della macchina per lo stampaggio a iniezione stessa.
Invece di affidarsi a un motore o a una cremallera, il movimento di apertura della macchina genera il movimento rotazionale necessario per il rilascio della filettatura.
Questo design divenne popolare prima che i moderni sistemi servo diventassero ampiamente disponibili.
Sequenza operativa
Passo 1
Inizia il movimento di apertura della macchina.
Passo 2
Gli ingranaggi interni ruotano.
Passo 3
Il nucleo filettato ruota.
Passo 4
Il filo si disinnesta.
Passo 5
Una parte esce dalla carie.
Vantaggi
- Nessun motore dedicato
- Nessun sistema idraulico
- Utilizza il movimento della macchina esistente
Limitazioni
- Meno flessibili rispetto ai sistemi motori
- Più difficile da ottimizzare in modo indipendente
- Il movimento è collegato direttamente alla sequenza di apertura dello stampo
Confronto tra i quattro sistemi meccanici
| Parametro | Meccanismo 1 | Meccanismo 2 | Meccanismo 5 | Meccanismo 6 |
| Automazione | Eccellente | Eccellente | Eccellente | Eccellente |
| Costo dello stampo | Alto | Medium | Medium | Medium |
| Manutenzione | Medium | Basso | Medium | Medium |
| Flessibilità | Eccellente | Bene | Molto bene | Bene |
| Complessità | Alto | Medium | Alto | Medium |
Quale sistema meccanico è il migliore?
Non esiste una risposta universale.
La scelta corretta dipende da:
- Volume di produzione
- Geometria del filettamento
- Spazio disponibile per lo stampo
- Budget
- Requisiti di affidabilità
Tuttavia, le seguenti linee guida sono utili.
Scegli il Meccanismo 1 quando:
- È richiesta la massima automazione
- La geometria del filo è impegnativa
- Il tempo di ciclo è fondamentale
Scegli il Meccanismo 2 quando:
- La semplicità è importante
- È disponibile la corsa per l’apertura dello stampo
- Si prevedono volumi di produzione medi
Scegli il Meccanismo 5 quando:
- La disposizione degli stampi è complessa
- Sono necessari più percorsi di trasmissione
Scegli il Meccanismo 6 quando:
- Il movimento della macchina esistente può essere utilizzato in modo efficiente
- Un sistema di trasmissione dedicato è indesiderabile
Obiettivi di progettazione comuni
Indipendentemente dal sistema meccanico scelto, l’ingegnere deve ottenere:
- Coppia adeguata
- Velocità di rotazione corretta
- Tempo di ciclo accettabile
- Lunga durata operativa
- Manutenzione facile
Questi obiettivi guidano tutti i calcoli successivi.
Parametri ingegneristici richiesti
Prima di dimensionare qualsiasi sistema meccanico di svitamento, devono essere noti i seguenti valori:
□ Diametro della filettatura
□ Ingranaggio del filo
□ Lunghezza dell’ingaggio del filo
□ Numero di Turni
□ Angolo di svitamento
□ Coppia Richiesta
□ Coppia di progetto
□ Velocità del Core
□ Tempo di ciclo obiettivo
Questi valori sono stati introdotti nell’Articolo 1 e ora saranno utilizzati per dimensionare i componenti meccanici.
Progettazione degli ingranaggi, corsa della cremagliera e trasmissione di coppia
In precedenza abbiamo esaminato i principi di funzionamento dei quattro meccanismi di svitamento meccanici più comuni:
- Meccanismo 1 – Nucleo filettato azionato da motore
- Meccanismo 2 – Tipo 1 a cremagliera e pignone
- Meccanismo 5 – Tipo 2 a cremagliera
- Meccanismo 6 – Svitamento azionato da macchina
Il passo successivo è trasformare i requisiti del filo in un progetto meccanico pratico.
L’ingegnere deve determinare:
- Rapporti di trasmissione
- Corsa della cremagliera
- Dimensioni dell’ingranaggio
- Moltiplicazione della coppia
- Efficienza meccanica
- Fattori di sicurezza
Questi calcoli costituiscono la spina dorsale di ogni sistema meccanico di svitamento.
Flusso di lavoro della progettazione meccanica
La sequenza di progettazione raccomandata è:
Passo 1
Determina la geometria del filo.
↓
Passo 2
Calcola i turni richiesti.
↓
Passo 3
Calcola la coppia necessaria.
↓
Passo 4
Seleziona il rapporto di marcia.
↓
Passo 5
Calcola la corsa del portapacchiere.
↓
Passo 6
Seleziona le dimensioni dell’ingranaggio.
↓
Passo 7
Verifica la trasmissione della coppia.
↓
Passo 8
Applica i fattori di sicurezza.
Esempio di ingegneria
In questo articolo utilizzeremo un’applicazione comune di chiusura.
Dati di ingresso
Diametro del filettamento = 38 mm
Altezza = 3 mm
Ingaggio della filettatura = 12 mm
Turni Richiesti = 4
Coppia calcolata = 15 Nm
Fattore di sicurezza = 2
Coppia progettata = 30 Nm
Tempo di svitamento richiesto = 2 secondi
Selezione del rapporto di trasmissione
Il rapporto di trasmissione determina:
- Velocità di uscita
- Coppia in uscita
Formula
Rapporto di trasmissione = Velocità di ingresso / Velocità di uscita
Esempio
Velocità del motore = 1200 giri/min
Velocità del nucleo richiesta = 120 giri/min
Calcolo
Rapporto di trasmissione = 1200 / 120
Rapporto di trasmissione = 10
Risultato
Rapporto di trasmissione richiesto = 10:1
Perché la riduzione delle marce è importante
I filettamenti per stampi a iniezione raramente richiedono una velocità di rotazione elevata.
Invece, richiedono:
- Movimento controllato
- Alta coppia
- Funzionamento fluido
La riduzione del cambio converte:
Alta Velocità
↓
Velocità inferiore
Coppia più elevata
Questo rende i cambi ideali per applicazioni di rilascio della filettatura.
Moltiplicazione della coppia
I sistemi di ingranaggi moltiplicano la coppia.
Formula
Coppia in uscita = Coppia in ingresso × rapporto di trasmissione
Esempio
Coppia motore = 3 Nm
Rapporto di trasmissione = 10
Calcolo
Coppia in uscita = 3 × 10
Coppia in uscita = 30 Nm
Risultato
Il nucleo filettato riceve:
30 Nm
di coppia.
Efficienza meccanica
I sistemi di ingranaggi reali non sono efficienti al 100%.
Le perdite avvengono a causa di:
- Attrito
- Lubrificazione
- Resistenza del cuscinetto
- Disallineamento
Valori tipici:
Ingranaggi dritti
95-98 percento
Ingranaggi Smussati
90-95 percento
Treni a ingranaggi complessi
85-95 percento
Esempio
Coppia teorica = 30 Nm
Efficienza = 95 percento
Calcolo
Coppia effettiva = 30 × 0,95
Coppia effettiva = 28,5 Nm
Risultato
Coppia effettiva disponibile = 28,5 Nm
Includere sempre le perdite di efficienza nei calcoli di progetto.
Fondamenti della progettazione degli ingranaggi di speranze
Gli ingranaggi dritti sono i più comuni nei sistemi di svitamento.
Vantaggi:
- Produzione facile
- Alta efficienza
- Manutenzione semplice
- Basso costo
Applicazioni tipiche:
- Sistemi azionati da motori
- Sistemi a rack
- Sistemi azionati da macchine
Diametro del cerchio di intonazione
Il diametro del cerchio di beccheggio determina la dimensione dell’ingranaggio.
Formula
Diametro del cerchio di passo = Modulo × Numero di denti
Esempio
Modulo = 2
Numero di denti = 40
Calcolo
Diametro del cerchio di altezza = 2 × 40
Diametro del cerchio di passo = 80 mm
Risultato
Diametro del passo del marcia = 80 mm
Selezione dei denti dell’ingranaggio
Ingranaggi più grandi offrono:
- Maggiore capacità di coppia
- Riduzione dello stress dentale
- Durata operativa più lunga
Ingranaggi più piccoli offrono:
- Progettazione compatta
- Peso inferiore
Di solito è necessario un compromesso.
Forza tangenziale dell’ingranaggio
I denti dell’ingranaggio trasmettono la forza.
Formula
Forza tangenziale = Coppia / Raggio
Esempio
Coppia = 30 Nm
Diametro del passo = 80 mm
Raggio = 40 mm
Converti raggio
40 mm = 0,04 m
Calcolo
Forza tangenziale = 30 / 0,04
Forza tangenziale = 750 N
Risultato
I denti dell’ingranaggio devono trasmettere:
750 N
Sistemi a cremagliera e pignone
I meccanismi 2 e 5 si basano su sistemi a cremagliera e pignone.
Il rack converte il movimento lineare in movimento rotazionale.
Questo permette di utilizzare il movimento dell’apertura dello stampo senza richiedere un motore dedicato.
Calcolo del movimento del rack
Una rivoluzione richiede un movimento della cremagliera pari alla circonferenza del pignone.
Formula
Circonferenza = 3,1416 × Diametro del becco
Esempio
Diametro del pignone = 80 mm
Calcolo
Circonferenza = 3,1416 × 80
Circonferenza = 251,3 mm
Risultato
Una rivoluzione richiede:
251,3 mm
del viaggio su rack.
Corsa totale del portapacchi
Formula
Corsa della cremagliera = Circonferenza × Numero di Spire
Esempio
Turni Richiesti = 4
Calcolo
Corsa del portapacchi = 251,3 × 4
Corsa del cremafragmo = 1005 mm
Risultato
Corsa richiesta del rack = 1005 mm
Questo esempio illustra una sfida di design comune.
L’ingaggio di filettature grandi spesso provoca una corsa eccessiva del portapacchiere.
Riduzione della corsa della cremagliera
Le possibili soluzioni includono:
- Passo di filettatura più ampio
- Meno svolti di filettatura
- Rapporti di trasmissione alternativi
- Sistemi azionati da motori
I progettisti dovrebbero valutare la corsa del rack nelle prime fasi del progetto.
Ingranaggi Smussati
Il meccanismo 1 utilizza frequentemente ingranaggi bissuti.
Gli ingranaggi conici trasferiscono il movimento tra alberi che si intersecano.
Applicazioni tipiche:
- Disposizioni di trasmissione a 90 gradi
- Layout di stampi compatti
- Progetti a vincoli di spazio
Vantaggi dell’ingranaggio bisellato
- Trasmissione efficiente di potenza
- Imballaggio compatto
- Alta capacità di coppia
Limitazioni dei Segnali Bisellati
- Più costoso
- Più sensibile all’allineamento
- Produzione più difficile
Più livelli di ingranaggi
Alcuni sistemi di svitamento utilizzano più stadi di riduzione.
Vantaggi:
- Coppia più alta
- Progettazione compatta
Svantaggi:
- Altri componenti
- Più punti di usura
- Aumento della reazione negativa
Reazione negativa
Il gioco di gioco è lo spazio tra i denti dell’ingranaggio di accoppiamento.
È necessaria una certa reazione negativa.
Troppa reazione negativa causa:
- Carico d’impatto
- Errori di posizione
- Usura aumentata
Una reazione negativa troppo limitata causa:
- Generazione di calore
- Attrito eccessivo
- Guasto prematuro
Un adeguato design dell’ingranaggi bilancia questi fattori.
Esempio di progettazione meccanica
Chiusura della M38
Dati di ingresso
Coppia progettata = 30 Nm
Velocità del nucleo richiesta = 120 giri/min
Velocità del motore = 1200 giri/min
Passo 1
Calcolare il rapporto di trasmissione
Rapporto di trasmissione = 1200 / 120
Rapporto di trasmissione = 10
Passo 2
Set di attrezzatura selezionata
Driver = 20 Denti
Infilato = 200 Denti
Rapporto di trasmissione = 10
Passo 3
Calcola la coppia di uscita
Coppia motore = 3 Nm
Coppia in uscita = 3 × 10
Coppia in uscita = 30 Nm
Passo 4
Applica l’efficienza
Efficienza = 95 percento
Coppia effettiva = 30 × 0,95
Coppia effettiva = 28,5 Nm
Passo 5
Verifica il margine di progettazione
Coppia richiesta = 15 Nm
Coppia disponibile = 28,5 Nm
Margine di sicurezza = 28,5 / 15
Margine di sicurezza = 1,9
Risultato
Il sistema è accettabile.
Errori comuni di progettazione degli ingranaggi
Errore 1
Ignorando le perdite di efficienza.
Errore 2
Selezionare denti dell’ingranaggio troppo piccoli.
Errore 3
Ignorando le reazioni negative.
Errore 4
Sottovalutare la corsa del portapacchiere.
Errore 5
Non considerare l’accesso alla manutenzione.
Elenco di controllo per il design
Prima di finalizzare un sistema di ingranaggi, verifica:
□ Turni necessari calcolati
□ Velocità necessaria calcolata
□ Coppia necessaria calcolata
□ Rapporto di trasmissione selezionato
□ Efficienza considerata
□ Calcolazione della forza dentale dell’ingranaggio
□ Calcolo del movimento del rack
□ Reazione verificata
□ Accesso alla manutenzione verificato
□ Fattore di sicurezza applicato
Parte 3 – Progettazione dell’Albero, Chiavi, scanalature, cuscinetti e affidabilità
Nella Parte 2 abbiamo progettato il sistema di trasmissione.
Abbiamo calcolato:
- Rapporti di trasmissione
- Moltiplicazione della coppia
- Corsa della cremagliera
- Forze degli ingranaggi
- Efficienza meccanica
Il passo successivo è garantire che i componenti meccanici possano sopravvivere a milioni di cicli di produzione.
Un ingranaggio è affidabile solo quanto i componenti che trasmettono la sua coppia.
Questo capitolo si concentra su:
- Progettazione dell’albero
- Progettazione delle chiavi
- Connessioni slineate
- Scelta dei cuscinetti
- Vita di fatica
- Ingegneria dell’affidabilità
Questi calcoli sono tra i più importanti in qualsiasi sistema meccanico di svitamento.
Perché il design dell’albero è fondamentale
L’albero trasferisce la coppia dal sistema di trasmissione al nucleo filettato.
Ogni ciclo di svitamento produce:
- Stress torsionale
- Sforzo di flessione
- Carico per fatica
- Carico d’urto
Un albero che appare adeguato a carichi statici può guastarsi dopo diversi milioni di cicli.
Per questo motivo, il design dell’albero deve sempre considerare l’affidabilità a lungo termine.
Carichi che agiscono sull’albero
L’albero subisce tre carichi principali.
Torsione
Prodotto tramite coppia di rilascio della filettatura.
Bending
Prodotto da:
- Forze degli ingranaggi
- Forze a cremagliera
- Carichi sovrastanti
Fatica
Prodotto da cicli ripetuti.
Uno stampo che opera continuamente può superare:
10 milioni di cicli
durante la sua vita operativa.
Selezione dei materiali dell’albero
I materiali comuni includono:
C45 Steel
Vantaggi
- Economico
- Lavorazione lavorativa semplice
- Buona forza
Applicazioni tipiche
- Stampi standard
42CrMo4
Vantaggi
- Alta resistenza
- Buona resistenza alla fatica
Applicazioni tipiche
- Stampi ad alta produzione
Acciaio inox
Vantaggi
- Resistenza alla corrosione
Applicazioni tipiche
- Stampi medici
- Stampi per imballaggi alimentari
Calcolo delle tensioni torsionali
La prima verifica dell’albero è lo stress torsionale.
Formula
Sforzo di taglio =
Coppia di 16 ×
/
(3,1416 × diametro³)
Dove:
Coppia = Nmm
Diametro = mm
Stress = MPa
Esempio
Coppia progettata = 30 Nm
Converti la coppia
30 Nm = 30.000 Nmm
Supponiamo diametro dell’albero = 20 mm
Calcolo
Sforzo di taglio =
(16 × 30.000)
/
(3.1416 × 20³)
Sforzo di taglio = 19,1 MPa
Risultato
Stress torsionale = 19,1 MPa
Questo valore è generalmente accettabile per alberi in acciaio temprato.
Stima del diametro dell’albero
L’equazione precedente può essere riorganizzata.
Formula
Diametro dell’albero = radice cubica di
(16 × Coppia)
/
(3.1416 × Stress Consentito)
Esempio
Coppia = 30.000 Nmm
Stress ammissibile = 60 MPa
Calcolo
Diametro ≈ 13,6 mm
Pratica ingegneristica
Seleziona la dimensione standard successiva
Diametro scelto = 16 mm
Negli stampi di produzione, i progettisti spesso aumentano ulteriormente il diametro per migliorare la rigidità.
Perché la rigidità è importante
Molti ingegneri si concentrano solo sulla forza.
Tuttavia:
La deviazione è spesso più problematica del fallimento.
Una deflessione eccessiva dell’asta può causare:
- Disallineamento del filo
- Usura dell’ingranaggio
- Sovraccarico dei cuscinetti
- Qualità dei pezzi di scarsa qualità
Un albero più grande spesso migliora significativamente l’affidabilità.
Progettazione delle chiavi
La maggior parte degli ingranaggi è montata tramite tasti.
La chiave trasmette la coppia tra:
- Albero
- Mozzo del cambio
Una chiave mal progettata è un punto di guasto comune.
Calcolo delle forze chiave
Formula
Forza = Coppia / Raggio
Esempio
Coppia = 30 Nm
Diametro dell’albero = 20 mm
Raggio = 10 mm
Converti raggio
10 mm = 0,01 m
Calcolo
Forza = 30 / 0,01
Forza = 3000 N
Risultato
Forza chiave = 3000 N
Stress a cuscinetti chiave
Formula
Stress di Carico = Forza / Area di Contatto
Dove
Area di contatto = Lunghezza × Altezza
Esempio
Forza = 3000 N
Lunghezza della chiave = 40 mm
Altezza della chiave = 5 mm
Superficie = 40 × 5
Superficie = 200 mm²
Calcolo
Stress di Carico = 3000 / 200
Stress di Cuscinetti = 15 MPa
Risultato
Stress del Sovraccarico Chiave = 15 MPa
Linee Guida Chiave per il Design
Per sistemi di svitamento meccanici:
Lunghezza di tonalità consigliata
1,5 a 2 volte il diametro dell’albero
Esempio
Albero da 20 mm
Lunghezza di tonalità consigliata
30-40 mm
Questo offre un buon equilibrio tra resistenza e comodità di assemblaggio.
Connessioni slineate
Gli stampi ad alta produzione spesso utilizzano scanalature invece delle chiavi.
Vantaggi
- Maggiore capacità di coppia
- Migliore distribuzione del carico
- Riduzione delle reazioni negative
- Vita di fatica migliorata
Perché vengono usate le scanalature
Considera uno stampo che produce:
3 milioni di parti all’anno
per
10 anni
Cicli totali
30 milioni
A questi conteggi ciclici:
Le chiavi possono diventare oggetti di usura.
Le spline generalmente offrono prestazioni a lungo termine superiori.
Selezione del Cuscinetto
I cuscinetti supportano alberi rotanti.
Un guasto al cuscinetto interrompe immediatamente la produzione.
Per questo motivo, la selezione dei cuscinetti non va mai sottovalutata.
Tipi di cuscinetti
Cuscinetti a sfere a scanalatura profonda
Vantaggi
- Basso costo
- Basso attrito
- Installazione semplice
La scelta più comune.
Cissinetti di contatto angolari
Vantaggi
- Migliore capacità di carico assiale
Spesso utilizzato nei sistemi di svitamento di precisione.
Cuscinetti a rulli conici
Vantaggi
- Alta capacità radiale
- Alta capacità assiale
Usate in stampi grandi.
Carichi di supporto
I cuscinetti solitamente sperimentano:
- Carico radiale
- Carico assiale
I core filettati spesso generano entrambi.
Esempio di carico portante
Forza tangenziale dell’ingranaggio
750 N
Supponiamo
Carico radiale = 750 N
Carico portante = 750 N
Questo valore viene utilizzato nella scelta di un cuscinetto.
Vita base del cuscinetto
I produttori di cuscinetti utilizzano:
Vita L10
Definizione
Il numero di rivoluzioni a cui sopravvive il 90 percento dei cuscinetti.
Esempio di vita del cuscinetto
Dati sulla muffa
Velocità del nucleo = 120 giri/min
Tempo del ciclo = 10 secondi
Vita operativa = 10 anni
Passo 1
Cicli all’anno
3,153,600
Passo 2
Rotazioni per ciclo
4
Passo 3
Rotazioni totali
3.153.600 × 4 × 10
Rotazioni totali
126,144,000
Risultato
Il sistema di cuscinetti deve resistere a più di:
126 milioni di rivoluzioni
Questo dimostra perché la selezione dei cuscinetti è fondamentale.
Progettazione della fatica
I sistemi meccanici di svitamento raramente si guastano a causa di un solo sovraccarico.
La maggior parte dei guasti avviene a causa della stanchezza.
La fatica deriva da:
- Stress ripetuto
- Fluttuazioni di carico
- Carico d’urto
Un componente può sopravvivere:
100 percento dello stress di snervamento
per un ciclo
ma falliscono in
40 percento dello stress di snervamento
dopo milioni di cicli.
Ingegneria dell’affidabilità
L’affidabilità dovrebbe essere considerata fin dall’inizio.
Obiettivi tipici di progettazione
Stampo standard
Affidabilità del 90 percento
Stampo automobilistico
Affidabilità del 95 percento
Muffa medica
Affidabilità del 99 percento
Esempio di affidabilità
Vita dello stampo bersaglio
10 anni
Tasso di produzione
3 milioni di parti all’anno
Produzione obiettivo
30 milioni di pezzi
Il sistema deve essere progettato in modo che:
- I cuscinetti sono sopravvissuti
- Gli ingranaggi sopravvivono
- I fusti sopravvivono
- Le chiavi sono sopravvissute
per tutta la durata della produzione.
Affidabilità dei quattro meccanismi meccanici
Meccanismo 1
Affidabilità
Eccellente
Componenti di usura primarie
- Cuscintetti
- Ingranaggi
- Accoppiamenti
Meccanismo 2
Affidabilità
Molto bene
Componenti di usura primarie
- Denti a rack
- Denti a pignone
Meccanismo 5
Affidabilità
Molto bene
Componenti di usura primarie
- Più marce
- Assi
- Cuscintetti
Meccanismo 6
Affidabilità
Bene
Componenti di usura primarie
- Componenti di trasmissione
- Trasmissione a ingranaggi
Guasti meccanici comuni
Guasto 1
Asta sottodimensionata
Sintomi
- Torsione
- Crepa
- Guasto per fatica
Guasto 2
Chiave sottodimensionata
Sintomi
- Deformazione delle chiavi
- Usura per la chiaviera
Fallimento 3
Guasto del cuscinetto
Sintomi
- Aumento dell’attrito
- Rumore
- Generazione di calore
Fallimento 4
Usura dell’ingranaggio
Sintomi
- Aumento del contraccolpo
- Errori di posizione
Fallimento 5
Scarsa lubrificazione
Sintomi
- Usura accelerata
- Guasto prematuro
Elenco di controllo per il design
Prima di rilasciare un sistema meccanico di svitamento, verifica:
□ Calcolazione delle tensioni dell’albero
□ Diametro dell’albero verificato
□ Revisione di Deflection
□ Dimensioni chiave verificate
□ Requisiti di spline valutati
□ Calcolare i carichi di carico
□ Durata del cuscinetto verificata
□ Obiettivo di affidabilità stabilito
□ Stanchezza considerata
□ Strategia di lubrificazione definita
□ Accesso alla manutenzione verificato
Parte 4 – Esempio completo di progettazione, ottimizzazione e migliori pratiche
Nelle Parti 1, 2 e 3 abbiamo sviluppato le basi ingegneristiche necessarie per progettare un sistema meccanico di svitamento della filetta.
Abbiamo esaminato:
- Principi di funzionamento
- Selezione del meccanismo
- Calcolo degli ingranaggi
- Calcolo del movimento del rack
- Trasmissione di coppia
- Progettazione dell’albero
- Progettazione delle chiavi
- Progettazione delle scanalature
- Scelta dei cuscinetti
- Ingegneria dell’affidabilità
L’ultimo passo è integrare questi calcoli in un flusso di lavoro completo di progettazione.
Questo capitolo presenta un esempio pratico di ingegneria e dimostra come i progettisti esperti di stampi ottimizzano i sistemi meccanici di svitamento per una lunga durata operativa, affidabilità ed efficienza dei costi.
Esempio completo di progettazione
Progetteremo un sistema meccanico di svitamento per una chiusura filettata in polipropilene.
Dati di prodotto
Descrizione della parte
Cappuccio di chiusura filettato
Materiale
Polipropilene (PP)
Diametro del filo
38 mm
Inclinazione del filo
3 mm
Lunghezza dell’ingaggio della filettatura
12 mm
Produzione annuale
2.500.000 pezzi
Vita prevista della muffa
10 anni
Affidabilità del bersaglio
95 percento
Passo 1 – Calcolare le virate richieste
Formula
Numero di Giri = Durata dell’ingaggio / Beccheggio
Calcolo
Numero di turni = 12 / 3
Numero di turni = 4
Risultato
Turni Richiesti = 4
Passo 2 – Calcolare l’angolo di svitamento
Formula
Angolo di svitamento = Giri × 360
Calcolo
Angolo di svitamento = 4 × 360
Angolo di svitatura = 1440 gradi
Risultato
Rotazione richiesta = 1440 gradi
Passo 3 – Definisci il tempo di svitatura
Tempo di svitamento del bersaglio
2 secondi
Questo valore bilancia:
- Produttività
- Usura
- Affidabilità
Passo 4 – Calcolare la velocità del core richiesta
Formula
RPM = Giri × 60 / Tempo
Calcolo
RPM = 4 × 60 / 2
RPM = 120
Risultato
Velocità del nucleo = 120 giri/min
Passo 5 – Determina la coppia richiesta
Basato sulla geometria del filo e sul comportamento dei materiali:
Coppia stimata di svitamento
15 Nm
Applicare il fattore di sicurezza
2
Formula
Coppia di progetto = Coppia × Fattore di sicurezza
Calcolo
Coppia progettata = 15 × 2
Coppia progettata = 30 Nm
Risultato
Coppia progettata = 30 Nm
Passo 6 – Selezionare il meccanismo
Possibili opzioni
Meccanismo 1
Azionamento a motore
Meccanismo 2
Cremagliera e pignone
Meccanismo 5
Cremagliera e Pignone con Trasmissione Aggiuntiva
Meccanismo 6
Azionato da macchine
Valutazione
Volume di produzione
Alto
Complessità dei filetti
Moderato
Requisiti di automazione
Alto
Risultato
Meccanismo 2 selezionato
Tipo 1 a cremagliera e pignone
Passo 7 – Progettare cremagliera e pignone
Seleziona il diametro del pignone
80 mm
Formula
Circonferenza = 3,1416 × Diametro
Calcolo
Circonferenza = 3,1416 × 80
Circonferenza = 251,3 mm
Passo 8 – Calcolare la corsa della cremagliera
Formula
Corsa della cremagliera = Circonferenza × Curve
Calcolo
Corsa del portapacchi = 251,3 × 4
Corsa del cremafragmo = 1005 mm
Risultato
Corsa richiesta del rack = 1005 mm
Revisione dell’ingegneria
Un escursimento del rack superiore a un metro è solitamente indesiderabile.
Possibili soluzioni:
- Aumenta l’infinescenza del filettamento
- Ridurre l’ingaggio del filettamento
- Uso della riduzione di ingranaggio
- Selezione del meccanismo azionato dal motore
Questo dimostra perché i calcoli ingegneristici dovrebbero essere completati prima che inizi la costruzione dello stampo.
Revisione del Design Alternativo
Supponiamo che l’intonazione del filo venga cambiata.
Nuovo campo
6 mm
Ricalcola i turni
Turni = 12 / 6
Turni = 2
Ricalcolare la corsa del rack
Corsa del portapacchi = 251,3 × 2
Corsa del cremapacchiere = 502,6 mm
Risultato
Il movimento del rack si è ridotto di circa il 50 percento.
Questo esempio illustra come il design del prodotto influenzi direttamente la complessità della muffa.
Passo 9 – Progettazione dell’albero
Coppia richiesta
30 Nm
Asto selezionato
Diametro di 20 mm
Dalla Parte 3:
Sforzo calcolato
19,1 MPa
Risultato
Accettabile
L’albero fornisce sufficiente resistenza e rigidità.
Passo 10 – Progettazione delle chiavi
Tonalità Selezionata
6 × 6 mm
Lunghezza
40 mm
Sforzo calcolato del cuscinetto
15 MPa
Risultato
Accettabile
Passaggio 11 – Scelta del Cuscinetto
Tipo di cuscinetto
Cuscinetto a sfere a scanalatura profonda
Motivo
- Basso attrito
- Alta affidabilità
- Sostituzione facile
Vita stimata
Produzione annuale
2.500.000 pezzi
Vita dello stampo
10 anni
Produzione totale
25 milioni di parti
Il sistema di cuscinetti deve essere in grado di sopravvivere ai corrispondenti cicli di rotazione.
Analisi dei costi
Un errore di progettazione comune è concentrarsi solo sul costo dello stampo.
L’approccio corretto è valutare il costo totale di proprietà.
Meccanismo 1
Azionamento a motore
Costo iniziale
Alto
Costi di manutenzione
Medium
Flessibilità
Eccellente
Meccanismo 2
Cremagliera e pignone
Costo iniziale
Medium
Costi di manutenzione
Basso
Flessibilità
Bene
Meccanismo 5
Variante a cremagliera e pignone
Costo iniziale
Medium
Costi di manutenzione
Medium
Flessibilità
Molto bene
Meccanismo 6
Azionato da macchine
Costo iniziale
Medium
Costi di manutenzione
Medium
Flessibilità
Bene
Costo totale di proprietà
Molti ingegneri si concentrano solo sul costo iniziale dello stampo.
I designer esperti valutano:
Costo totale =
Costo degli utensili
Costi di manutenzione
Costo del tempo di inattività
Costo del componente sostitutivo
Esempio
Due progetti:
Progetto A
Costo iniziale = €20.000
Manutenzione = €15.000
Tempo di inattività = €10.000
Costo totale = €45.000
Progetto B
Costo iniziale = €28.000
Manutenzione = €4.000
Tempo di inattività = €2.000
Costo totale = €34.000
Sebbene il Design B costi di più inizialmente, diventa la soluzione più economica.
Strategie di ottimizzazione del design
Progettisti esperti ottimizzano continuamente il sistema.
Strategia 1
Minimizzare le curve richieste
Un’altezza maggiore riduce:
- Tempo di svitamento
- Corsa della cremagliera
- Usura
Strategia 2
Ridurre l’attrito
I metodi includono:
- Nuclei lucidati
- Trattamenti superficiali
- Raffreddamento migliorato
Strategia 3
Ridurre i componenti in movimento
Meno parti mobili generalmente migliorano l’affidabilità.
Strategia 4
Aumentare l’accessibilità
I componenti che richiedono manutenzione dovrebbero essere facilmente accessibili.
Strategia 5
Standardizzare i componenti
Usa lo standard:
- Cuscintetti
- Chiavi
- Fissaggi
- Ingranaggi
Quando possibile.
Piano di Manutenzione Preventiva
Durante la progettazione dovrebbe essere stabilito un programma di manutenzione.
Ogni 500.000 cicli
Ispezione:
- Usura dell’ingranaggio
- Usura del portapacchi
- Fissaggi
Ogni 1 milione di cicli
Ispezione:
- Cuscintetti
- Chiavi
- Sistema di lubrificazione
Ogni 5 milioni di cicli
Ispezione maggiore
Verifica:
- Usura dell’albero
- Reazione del meccanismo
- Allineamento
Migliori Pratiche
Le seguenti raccomandazioni sono comunemente utilizzate da progettisti di stampi esperti.
Migliori Pratiche 1
Calcola sempre i requisiti di rilascio del filettamento prima di progettare il meccanismo.
Migliore Pratica 2
Usa il meccanismo più semplice in grado di soddisfare i requisiti.
Buona Pratica 3
Applica fattori di sicurezza realistici.
Migliore Pratica 4
Progetta per l’accesso alla manutenzione.
Migliori Pratiche 5
Considera la vita della muffa fin dall’inizio.
Buona Pratica 6
Valuta il costo totale di proprietà.
Buona Pratica 7
Evita complessità inutile.
Lista di controllo per la progettazione dello svitamento meccanico
Prima di approvare un progetto, verifica:
□ Geometria del filo recensita
□ Turni necessari calcolati
□ Calcolare l’angolo di svitamento
□ Velocità del nucleo calcolata
□ Coppia calcolata
□ Fattore di sicurezza applicato
□ Rapporto di trasmissione selezionato
□ Viaggio con portapacchi verificato
□ Stress sull’albero verificato
□ Progettazione delle chiavi verificata
□ Durata del cuscinetto verificata
□ Obiettivo di affidabilità definito
□ Accesso alla manutenzione verificato
□ Costo totale di proprietà valutato
□ Target di vita della muffa verificato
Conclusione
I sistemi meccanici di svitamento rimangono una delle soluzioni più efficaci per produrre parti in plastica filettate.
Il loro successo dipende da un adeguato design ingegneristico.
Un sistema di successo bilancia:
- Prestazioni
- Affidabilità
- Costo
- Disponibilità
- Durata dello stampo
I quattro meccanismi meccanici discussi in questo articolo offrono agli ingegneri un’ampia gamma di soluzioni in grado di gestire la maggior parte delle applicazioni di stampaggio filettato.
Applicando i calcoli e le procedure di progettazione presentati in questa guida, i progettisti di stampi possono creare sistemi meccanici di svitamento capaci di funzionare in modo affidabile per decine di milioni di cicli produttivi.