Nel settore dello stampaggio a iniezione, un cilindro idraulico danneggiato viene spesso considerato il problema principale. In realtà, molto spesso rappresenta soltanto il sintomo visibile di una criticità progettuale più profonda.
Recentemente il Reparto Tecnico Vega è stato coinvolto nel supporto di un cliente internazionale, che identificheremo semplicemente con le iniziali A.A., alle prese con ripetuti guasti ai cilindri idraulici installati su uno stampo per componenti automotive.
La produzione era ferma, i costi di fermo macchina aumentavano e la causa reale del problema non era immediatamente evidente.
Invece di limitarsi a sostituire i componenti danneggiati, il team tecnico Vega ha eseguito un’indagine completa sullo stampo, sul sistema idraulico e sul processo produttivo.
Questo caso dimostra come la risoluzione efficace dei problemi richieda un approccio ingegneristico basato sui dati e non semplici supposizioni.
La Situazione Iniziale
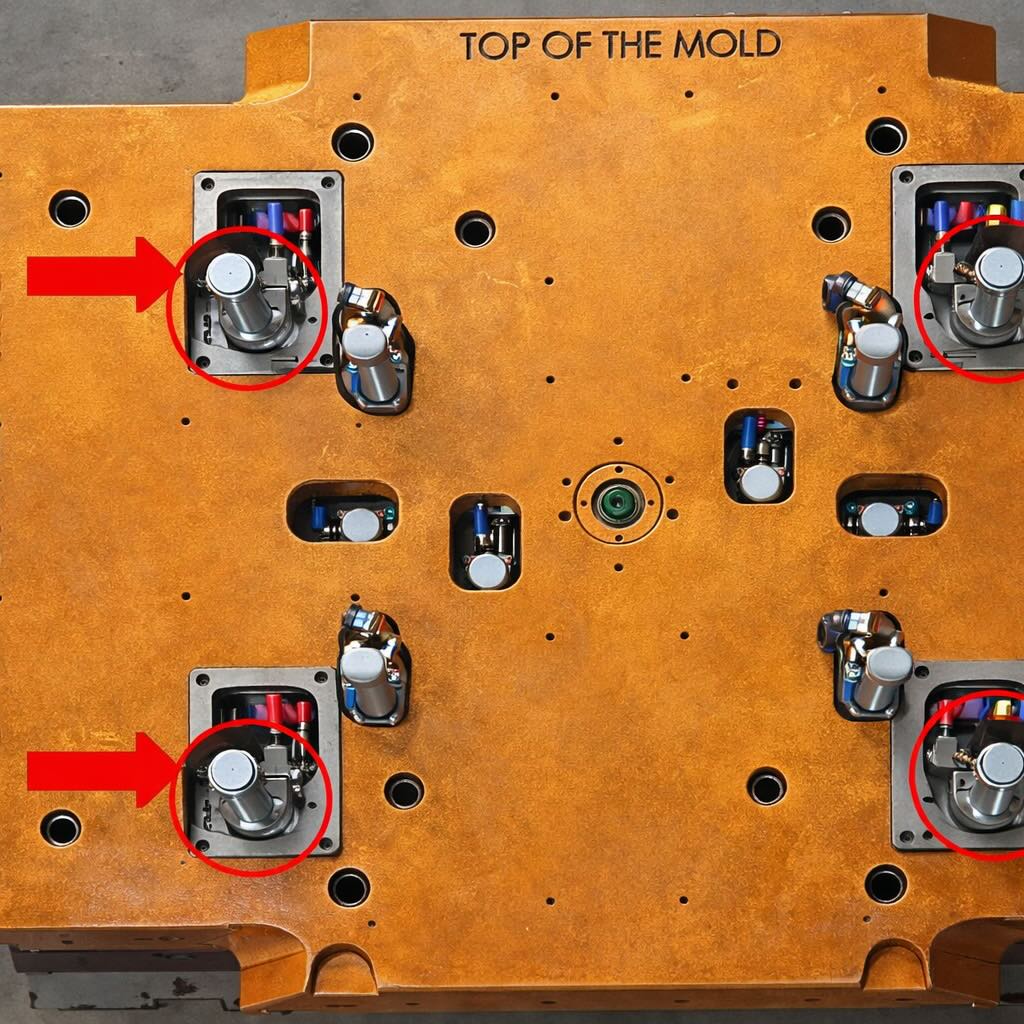
Lo stampo utilizzava quattro cilindri idraulici per l’azionamento di movimenti laterali durante il ciclo di stampaggio.
Il cliente segnalava:
- Ripetuti danneggiamenti dei cilindri
- Steli deformati e sovraccaricati
- Fermi produttivi
- Difficoltà nell’individuare la causa del problema
A prima vista il guasto avrebbe potuto essere attribuito alla qualità dei cilindri o a un difetto del componente. L’esperienza insegna però che un cilindro idraulico raramente si danneggia senza una causa esterna.
Per questo motivo il primo passo è stato determinare le reali forze in gioco.
L’Ingegneria Parte Dai Dati
Il Reparto Tecnico Vega ha richiesto:
- Modelli 3D completi dello stampo
- Geometria del particolare stampato
- Dati del circuito idraulico
- Parametri operativi della pressa
- Pressioni e portate dell’olio
Una volta raccolte le informazioni, è stata eseguita un’analisi completa delle forze.
Fase 1: Analisi della Forza Generata dalla Pressione di Iniezione
Durante lo stampaggio, il materiale plastico fuso genera pressioni molto elevate all’interno della cavità.
Qualsiasi elemento mobile esposto a questa pressione subisce un carico meccanico proporzionale.
Analizzando la geometria del tassello laterale e la superficie esposta, i tecnici Vega hanno calcolato:
- Superficie frontale efficace di circa 8 cm²
- Pressione stimata in cavità di circa 550 bar
Il risultato è stato un carico superiore a 4.400 kgf agente sull’elemento mobile.
Molti progettisti considerano esclusivamente la forza del cilindro, trascurando le reali pressioni generate dalla plastica. In molte applicazioni, invece, la pressione di iniezione rappresenta il fattore dominante per il corretto dimensionamento.
Fase 2: Analisi della Forza di Estrazione
La sola pressione di iniezione non spiegava completamente i guasti osservati.
L’analisi si è quindi concentrata sulla forza necessaria per estrarre il carrello dal particolare stampato.
Il materiale utilizzato era:
- Polipropilene (PP)
- Rinforzato con il 30% di fibra di vetro
I materiali caricati con fibra di vetro tendono a generare una maggiore adesione alle superfici metalliche dello stampo.
Considerando la geometria del pezzo e del tassello laterale, Vega ha calcolato:
- Superficie laterale di circa 194 cm²
- Angolo di sformo di 2°
- Coefficiente di adesione stimato di 10 kg/cm²
La forza necessaria per l’estrazione risultava pari a circa 1.940 kgf.
Questo valore rappresentava la forza minima richiesta per garantire un corretto distacco del pezzo.
Fase 3: Confronto tra Forza Richiesta e Forza Disponibile
A questo punto è stato effettuato il confronto tra le esigenze reali dell’applicazione e le prestazioni dei cilindri installati.
I cilindri presenti sullo stampo erano in grado di generare circa:
1.263 kgf di forza in tiro.
I calcoli dimostravano però che l’applicazione richiedeva quasi:
1.940 kgf.
In altre parole, i cilindri risultavano sottodimensionati di oltre il 50%.
I cilindri non si stavano danneggiando a causa di difetti costruttivi.
Si stavano danneggiando perché costretti a lavorare costantemente oltre i propri limiti di progetto.
Questa differenza è fondamentale.
Un componente che opera in sovraccarico può funzionare per un certo periodo, ma deformazioni, fatica meccanica e cedimenti diventano inevitabili.
Fase 4: Analisi della Dinamica Idraulica
L’indagine non si è fermata al dimensionamento.
Le schermate della pressa mostravano una portata idraulica complessiva di circa 120 litri al minuto.
Poiché i quattro cilindri lavoravano contemporaneamente, ogni cilindro riceveva circa:
25 litri al minuto.
Per cilindri di piccole dimensioni questo valore è particolarmente elevato.
Portate eccessive generano:
- Accelerazioni molto elevate
- Arresti bruschi
- Picchi di pressione
- Sollecitazioni sulle guarnizioni
- Carichi dinamici aggiuntivi
Molti tecnici si concentrano esclusivamente sulla pressione.
La pressione determina la forza.
La portata determina la velocità.
La velocità determina l’energia cinetica.
Ed è proprio l’energia cinetica che spesso diventa la principale responsabile dei danni meccanici.
In questo caso i cilindri erano contemporaneamente sottodimensionati e sottoposti a velocità di lavoro elevate.
La combinazione si è rivelata particolarmente critica.
Perché i Carichi Dinamici Sono Così Importanti
Uno degli errori più comuni nella progettazione degli stampi consiste nel considerare esclusivamente i carichi statici.
Il processo di stampaggio è invece fortemente dinamico.
Un carrello laterale accelera rapidamente, si arresta e inverte il proprio movimento centinaia di volte ogni giorno.
Anche quando la forza statica sembra accettabile, i carichi dinamici possono moltiplicare le sollecitazioni su:
- Steli
- Pistoni
- Guide
- Supporti
- Collegamenti meccanici
Questo fenomeno diventa ancora più importante quando si lavora con materiali caricati, grandi movimenti laterali e cicli produttivi particolarmente veloci.
La Soluzione Proposta
Una volta completata l’analisi, il Reparto Tecnico Vega ha raccomandato l’adozione di cilindri di dimensioni maggiori, capaci di sviluppare la forza necessaria con un adeguato margine di sicurezza.
La soluzione prevedeva:
- Alesaggio maggiore
- Maggiore forza di tiro
- Mantenimento della corsa richiesta
- Riduzione delle sollecitazioni
- Incremento dell’affidabilità operativa
L’obiettivo non era semplicemente sostituire un componente.
L’obiettivo era eliminare la causa radice del problema.
Lezioni Apprese
Questo caso evidenzia alcuni principi fondamentali dell’ingegneria applicata agli stampi.
1. I guasti sono spesso un sintomo
Il cilindro danneggiato non era l’origine del problema, ma la sua conseguenza.
2. I calcoli sono indispensabili
Ogni applicazione dovrebbe essere verificata considerando:
- Pressione di iniezione
- Forze di estrazione
- Attriti
- Adesione del materiale
- Fattori di sicurezza
3. La portata è importante quanto la pressione
La pressione genera forza.
La portata genera velocità.
La velocità genera energia e quindi sollecitazioni.
4. Il supporto tecnico crea valore
La soluzione più rapida non è sempre sostituire un componente.
La soluzione migliore è capire perché quel componente si è guastato.
Conclusioni
In Vega il supporto tecnico va ben oltre la semplice fornitura di cilindri idraulici.
Il nostro reparto tecnico affianca costantemente costruttori di stampi, stampatori e progettisti nell’analisi delle applicazioni, nella verifica dei dimensionamenti e nella ricerca delle cause radice dei problemi.
Quando una linea produttiva si ferma a causa di un guasto meccanico, sostituire il componente può riavviare temporaneamente la produzione.
L’analisi ingegneristica restituisce affidabilità nel lungo periodo.
Ed è proprio l’affidabilità che mantiene produttivo uno stampo per anni.