Introduzione
Il calcolo delle forze nei carrelli degli stampi a iniezione rappresenta uno degli aspetti più importanti e, allo stesso tempo, più facilmente fraintendibili del dimensionamento dei cilindri idraulici per stampi.
Anche progettisti esperti possono talvolta commettere un errore apparentemente piccolo ma in grado di modificare completamente la scelta finale del cilindro.
Un recente progetto analizzato dal Reparto Tecnico Vega illustra perfettamente questo principio.
Un cliente impegnato nello sviluppo di uno stampo per stampaggio di polipropilene (PP) ha richiesto la validazione del dimensionamento di un cilindro idraulico destinato a un carrello laterale operante con una pressione di cavità stimata di 450 bar. Il cliente aveva già eseguito un’analisi dettagliata delle forze di spinta e di estrazione, proponendo due possibili cilindri idraulici.
Dopo aver verificato i calcoli, il Reparto Tecnico Vega ha individuato una fondamentale incongruenza matematica:
l’angolo del carrello era stato correttamente considerato nel calcolo della forza di estrazione, ma non nel calcolo della forza di iniezione.
Questa apparente piccola dimenticanza ha modificato completamente il dimensionamento del cilindro.
Questo caso dimostra uno dei principi più importanti della progettazione degli stampi:
se la geometria trasforma una forza, allora trasforma tutte le forze.
Le Condizioni Iniziali del Progetto
Lo stampo era progettato per lo stampaggio di un componente in:
Polipropilene (PP)
con un ritiro stimato pari a:
1,4%.
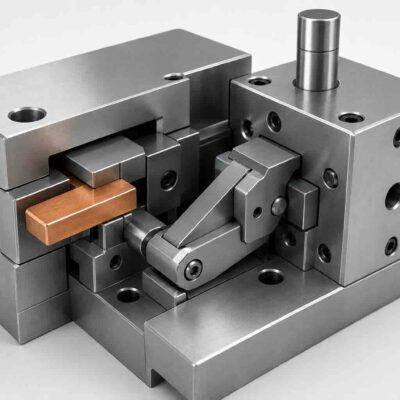
La geometria del carrello presentava le seguenti caratteristiche:
| Parametro | Valore |
|---|---|
| Materiale plastico | PP |
| Pressione stimata in cavità | 450 bar |
| Superficie frontale proiettata | 45,357 cm² |
| Superficie laterale | 91,87 cm² |
| Angolo del carrello | 36° |
Il cliente aveva sviluppato un modello di calcolo completo e richiedeva la conferma della scelta del cilindro idraulico.
A prima vista, la metodologia sembrava corretta.
Tuttavia, un’analisi più approfondita ha evidenziato una importante incongruenza.
Il Calcolo delle Forze nei Carrelli Inizia dalla Pressione
Il primo passaggio di qualsiasi calcolo delle forze nei carrelli degli stampi a iniezione consiste nel trasformare la pressione di cavità nella forza meccanica generata.
La relazione fondamentale è:
dove:
- F = forza generata;
- P = pressione di cavità;
- A = superficie frontale proiettata.
Sostituendo i valori del progetto:
F = 450 × 45,357
si ottiene:
F = 20.410,65 kgf.
Il cliente aveva quindi correttamente calcolato la forza totale generata dalla pressione del materiale plastico.
Tuttavia, questa forza non agisce direttamente sul cilindro.
Perché la Geometria del Carrello Cambia Tutto
Il carrello operava con un angolo di lavoro pari a:
36°
Come in tutti i sistemi di carrelli inclinati, la forza generata dalla pressione deve essere trasformata in funzione della geometria del sistema.
La forza realmente trasmessa al cilindro può essere espressa mediante:
dove:
- Fcilindro = forza agente sul cilindro;
- Finiezione = forza generata dalla pressione di cavità;
- α = angolo del carrello.
Nel caso specifico:
tan(36°) ≈ 0,72654
Pertanto:
Fcilindro = 20.410,65 × 0,72654
ottenendo:
Fcilindro ≈ 14.829 kgf.
Questo semplice passaggio riduce il carico effettivo sul cilindro di quasi il 30%.
L’Errore Ingegneristico Critico
Il cliente aveva correttamente applicato la trasformazione trigonometrica al calcolo della forza di estrazione.
Tuttavia, la stessa trasformazione non era stata applicata alla forza generata dalla pressione di iniezione.
Si tratta di uno degli errori più frequenti nella progettazione degli stampi.
Molti progettisti assumono inconsciamente che:
- le forze di estrazione dipendano dalla geometria;
- le forze di iniezione agiscano direttamente.
In realtà, entrambe le forze vengono trasmesse attraverso lo stesso sistema meccanico.
Di conseguenza:
se l’angolo del carrello modifica una forza, deve necessariamente modificare anche l’altra.
Il Reparto Tecnico Vega ha individuato immediatamente questa incongruenza, correggendo l’intero modello di calcolo.
Comprendere la Differenza tra Forza di Spinta e Forza di Estrazione
Uno degli insegnamenti più importanti di questo progetto riguarda il fatto che i carrelli degli stampi lavorano sotto due condizioni di carico completamente differenti.
Forza di Spinta
La forza di spinta è generata da:
- pressione di cavità;
- picchi di pressione;
- fase di mantenimento;
- amplificazioni locali della pressione.
Questa forza tende a spingere il carrello all’indietro durante l’iniezione.
Forza di Estrazione
La forza di estrazione è invece generata da:
- ritiro del materiale plastico;
- adesione tra plastica e acciaio;
- attriti;
- contrazioni termiche.
Questa forza agisce durante l’apertura dello stampo.
Molto spesso queste due forze differiscono di un ordine di grandezza.
Il Calcolo della Forza di Adesione del Materiale
Il cliente aveva stimato la forza di adesione utilizzando la relazione classica:
dove:
- A = superficie laterale di contatto;
- K = coefficiente di adesione del materiale plastico.
Per il polipropilene è stato adottato:
K = 15 kg/cm².
Con una superficie di contatto pari a:
A = 91,87 cm²
la forza di estrazione risultava:
Festrazione = 91,87 × 15
ottenendo:
Festrazione ≈ 1.378 kgf.
Questo valore non include gli effetti degli attriti.
Perché gli Attriti Non Possono Essere Ignorati
La forza teorica di estrazione raramente coincide con il carico reale.
La forza effettiva dipende infatti anche da:
- attriti delle guide;
- condizioni di lubrificazione;
- rugosità superficiale;
- dilatazioni termiche;
- deformazioni elastiche;
- usura;
- tolleranze costruttive;
- condizioni di assemblaggio.
Per questo motivo il dimensionamento dei cilindri non può mai basarsi esclusivamente sui calcoli teorici.
È sempre necessario prevedere un adeguato margine di sicurezza.
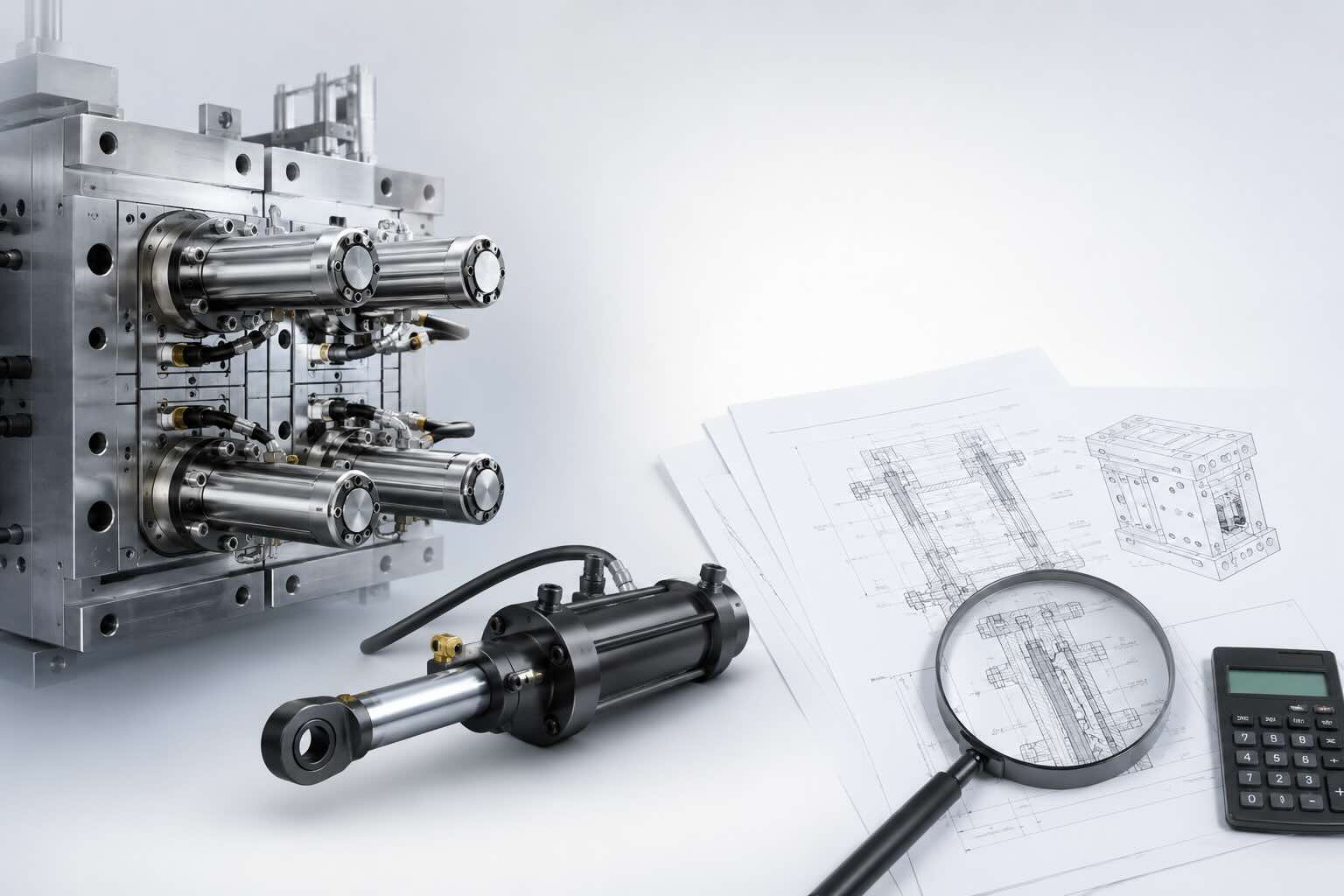
La Scelta del Cilindro Idraulico
Dopo aver corretto il modello di trasformazione delle forze, il Reparto Tecnico Vega ha proposto due possibili soluzioni:
| Cilindro | Pressione di esercizio |
|---|---|
| CG056 | 130 bar |
| CG071 | 71 bar |
Entrambe le soluzioni garantivano:
- adeguati coefficienti di sicurezza;
- compensazione degli attriti;
- tolleranza alle variazioni di processo;
- affidabilità nel lungo periodo.
La scelta finale poteva quindi essere effettuata in funzione di:
- spazio disponibile;
- pressione dell’impianto;
- preferenze del cliente;
- margini di sicurezza richiesti.
Perché la Trasformazione delle Forze È Più Importante del Calcolo delle Forze
Questo progetto dimostra uno dei principi fondamentali della progettazione degli stampi.
I calcoli del cliente erano quasi completamente corretti.
L’unico errore consisteva nell’aver dimenticato che l’angolo del carrello trasforma tutte le forze che attraversano il sistema.
Questa differenza separa:
- chi applica semplicemente delle formule;
- da chi comprende realmente la trasmissione delle forze.
Perché nella progettazione degli stampi:
la difficoltà non consiste nel calcolare la forza.
La difficoltà consiste nel comprendere dove la forza viene realmente trasmessa.
Lezioni Apprese
1. Il calcolo delle forze nei carrelli dipende sempre dalla geometria.
2. Gli angoli dei carrelli trasformano sia le forze di spinta sia le forze di estrazione.
3. La pressione di cavità non agisce mai direttamente sui carrelli inclinati.
4. Le forze di adesione della plastica sono generalmente molto inferiori alle forze di iniezione.
5. Gli attriti non possono essere previsti con precisione assoluta.
6. I cilindri idraulici devono sempre prevedere un margine di sicurezza.
7. Comprendere la trasmissione delle forze è più importante che risolvere un’equazione.
Conclusioni
A prima vista questo progetto sembrava un classico esercizio di dimensionamento di cilindri idraulici.
In realtà, l’analisi dettagliata svolta dal Reparto Tecnico Vega ha dimostrato che una singola trasformazione trigonometrica dimenticata era sufficiente per modificare completamente la soluzione progettuale.
Correggendo il modello di trasmissione delle forze e validando l’intera metodologia, il Reparto Tecnico Vega ha confermato uno dei principi più importanti dell’ingegneria degli stampi:
Se la geometria trasforma una forza, allora trasforma tutte le forze.