Introduzione
Il calcolo delle forze nei carrelli degli stampi a iniezione è uno degli aspetti più critici e meno compresi della progettazione degli stampi. Sebbene le equazioni matematiche utilizzate per calcolare le forze sui carrelli siano relativamente semplici, la vera difficoltà consiste nel comprendere come queste forze vengano realmente trasmesse attraverso la geometria dello stampo.
Un recente progetto analizzato dal Reparto Tecnico Vega illustra perfettamente questo principio.
Un cliente impegnato nello sviluppo di uno stampo complesso per ABS ha richiesto la validazione del dimensionamento dei cilindri idraulici destinati a due sistemi di carrelli interconnessi, soggetti a una pressione di cavità stimata di 550 bar. Il cliente aveva già eseguito un calcolo completo delle forze e proposto una prima selezione dei cilindri. Tuttavia, la decisione finale richiedeva un’analisi più approfondita del modo in cui le forze venivano realmente trasmesse attraverso la geometria dello stampo.
Questo progetto dimostra uno dei principi più importanti dell’ingegneria degli stampi:
La forza calcolata a partire dalla pressione di cavità non è sempre la forza che determina il dimensionamento del cilindro idraulico.
Talvolta comprendere la cinematica dello stampo è più importante che calcolare la pressione stessa.
Il Problema Iniziale
Lo stampo era progettato per lo stampaggio di un componente in ABS con una pressione di cavità stimata pari a:
P = 550 bar
La superficie frontale proiettata soggetta alla pressione di cavità era stimata in:
A = 200 cm²
Secondo la relazione fondamentale:
F = P × A
la forza totale generata dalla pressione del materiale plastico risultava:
F = 550 × 200
F = 110.000 kgf.
A prima vista il problema sembrava semplice:
determinare come questa forza avrebbe agito sui due carrelli e selezionare i cilindri idraulici appropriati.
Tuttavia, come spesso accade nella progettazione degli stampi, la risposta si è rivelata molto meno immediata di quanto suggerissero i calcoli iniziali.
Il Calcolo delle Forze nei Carrelli Inizia dalla Cinematica
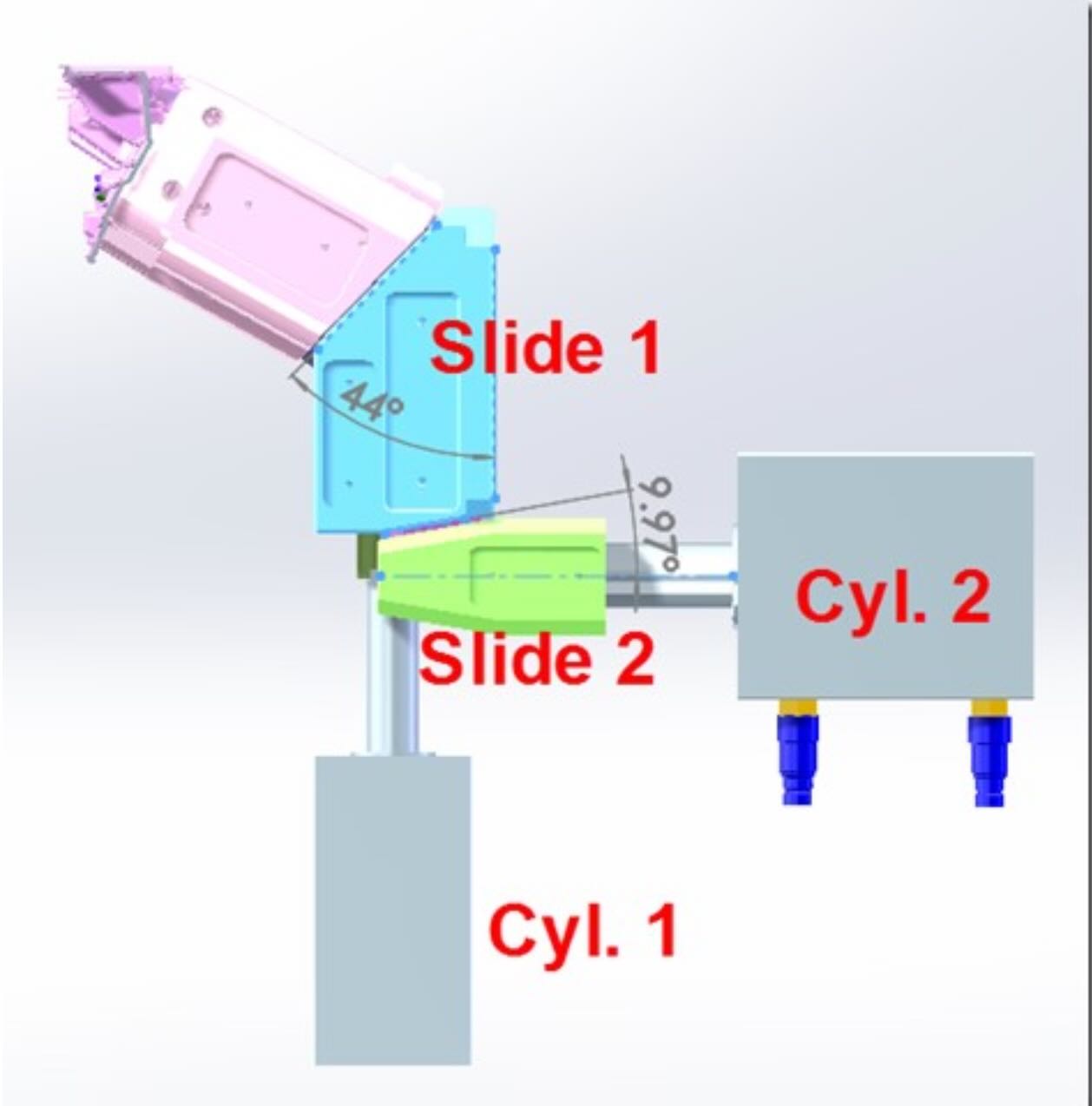
Lo stampo era dotato di due sistemi di carrelli interconnessi:
- Carrello 1, con funzione di bloccaggio principale;
- Carrello 2, come elemento secondario movimentato da un cilindro indipendente.
L’osservazione più importante effettuata dal Reparto Tecnico Vega è stata che i due carrelli svolgevano funzioni meccaniche completamente differenti.
Sebbene fossero entrambi soggetti alla stessa pressione di cavità, il meccanismo di trasmissione delle forze era completamente diverso.
Questa distinzione ha cambiato radicalmente la filosofia di dimensionamento dei cilindri.
Carrello 1: Un Classico Problema di Trasformazione delle Forze
Il carrello principale era progettato con un angolo operativo pari a:
α₁ = 44°
Il cliente aveva correttamente applicato la classica equazione di trasformazione delle forze:
Fcil = Finj × tan(α)
dove:
- Fcil = forza agente sul cilindro;
- Finj = forza generata dalla pressione di cavità;
- α = angolo del carrello.
Sostituendo i valori:
Fcil₁ = 110.000 × tan(44°)
Poiché:
tan(44°) ≈ 0,9657
la forza risultante sul cilindro diventava:
Fcil₁ ≈ 106.227 kgf.
Questo risultato evidenzia immediatamente un aspetto fondamentale della geometria dei carrelli.
Con angoli elevati, il vantaggio meccanico diminuisce drasticamente.
In questo caso, la forza sul cilindro diventa praticamente equivalente alla forza totale di iniezione.
Il cilindro deve quindi comportarsi principalmente come un dispositivo di bloccaggio meccanico.
Per questo motivo il cliente aveva proposto:
CM080 con stelo Ø36 operante a 105 bar.
Il Reparto Tecnico Vega ha confermato questa scelta.
Carrello 2: Il Calcolo Era Corretto, ma l’Interpretazione Era Sbagliata
Il secondo carrello presentava una geometria completamente diversa.
L’angolo operativo era:
α₂ = 9,97°
Anche in questo caso il cliente aveva correttamente applicato la formula trigonometrica:
Fcil₂ = 110.000 × tan(9,97°)
Poiché:
tan(9,97°) ≈ 0,1758
la forza risultante diventava:
Fcil₂ ≈ 18.674 kgf.
A questo punto si sarebbe potuto commettere un classico errore progettuale.
Un progettista concentrato esclusivamente sul risultato numerico avrebbe potuto concludere:
“Il cilindro deve resistere a quasi 19 tonnellate.”
Questa conclusione, tuttavia, sarebbe stata errata.
Quando la Fisica Cambia la Risposta
L’osservazione fondamentale del Reparto Tecnico Vega è stata che la geometria del Carrello 2 impediva fisicamente alla pressione di iniezione di generare una retrocessione del carrello.
Questo è uno dei concetti più fraintesi dell’oleodinamica applicata agli stampi.
Una forza calcolata non coincide necessariamente con una forza realmente operativa.
La forza effettivamente trasmessa dipende da:
- direzione delle forze;
- vincoli cinematici;
- condizioni di attrito;
- effetti di autobloccaggio geometrico;
- percorsi di reazione delle forze;
- stabilità meccanica del sistema.
In questo caso specifico:
la forza esisteva matematicamente ma non era in grado di generare fisicamente la retrocessione del carrello.
Di conseguenza, il cilindro non richiedeva una forza di tenuta pari a 18.674 kgf.
Forza di Tenuta e Forza Operativa
Questo caso evidenzia la differenza fondamentale tra due concetti completamente diversi.
Forza di Tenuta
La forza di tenuta rappresenta la forza necessaria a impedire il movimento sotto l’azione di un carico esterno.
Essa è generalmente generata da:
- pressione di iniezione;
- picchi di pressione in cavità;
- sovrapressioni oleodinamiche;
- carichi meccanici esterni.
Forza Operativa
La forza operativa rappresenta invece la forza necessaria a movimentare il sistema nelle reali condizioni di lavoro.
Questa forza deve vincere:
- attriti di scorrimento;
- attriti delle guide;
- attriti delle guarnizioni;
- deformazioni elastiche;
- espansioni termiche;
- usura;
- tolleranze costruttive.
Il Reparto Tecnico Vega ha riconosciuto che il Cilindro 2 apparteneva a questa seconda categoria.
La Forza Che Nessuno Può Calcolare
Il cliente aveva stimato la forza di adesione del materiale utilizzando:
A = 285 cm²
e un coefficiente di adesione per ABS pari a:
K = 15 kg/cm²
Pertanto:
Festrazione = A × K
che porta a:
Festrazione = 285 × 15
Festrazione = 4.275 kgf.
Tuttavia, questo valore rappresenta soltanto una parte della forza totale.
La reale forza operativa comprende anche fattori difficilmente prevedibili teoricamente:
- rugosità superficiale;
- condizioni di lubrificazione;
- usura;
- deformazioni termiche;
- allineamento delle guide;
- tolleranze di montaggio;
- variazioni di pressione;
- accelerazioni dinamiche.
Spesso questi effetti dominano il carico reale del cilindro.
Perché la Riserva di Forza È Fondamentale
Il Reparto Tecnico Vega ha correttamente identificato che il compito del Cilindro 2 non era resistere alla pressione di cavità, ma garantire una sufficiente riserva di forza per superare tutti gli attriti e le incertezze del sistema.
Questo rappresenta un principio classico dell’oleodinamica:
Quando gli attriti non possono essere calcolati con precisione, devono essere compensati con una riserva di forza.
Per questo motivo, il Reparto Tecnico Vega ha suggerito di considerare:
- CM080, oppure
- CM100
non perché il cilindro dovesse resistere alla pressione di iniezione, ma perché doveva garantire il funzionamento affidabile dello stampo in tutte le condizioni operative.
Perché i Piccoli Angoli Possono Essere Pericolosi
La relazione:
F = F₀ × tan(α)
mostra che:
| Angolo | tan(α) |
|---|---|
| 5° | 0,087 |
| 10° | 0,176 |
| 20° | 0,364 |
| 30° | 0,577 |
| 44° | 0,966 |
Questo spiega perché il carrello a 9,97° si comportasse in modo completamente diverso rispetto al carrello a 44°.
Piccoli angoli possono generare:
- effetti di autobloccaggio;
- elevata sensibilità agli attriti;
- forte dipendenza dalle tolleranze;
- comportamenti non lineari nella trasmissione delle forze.
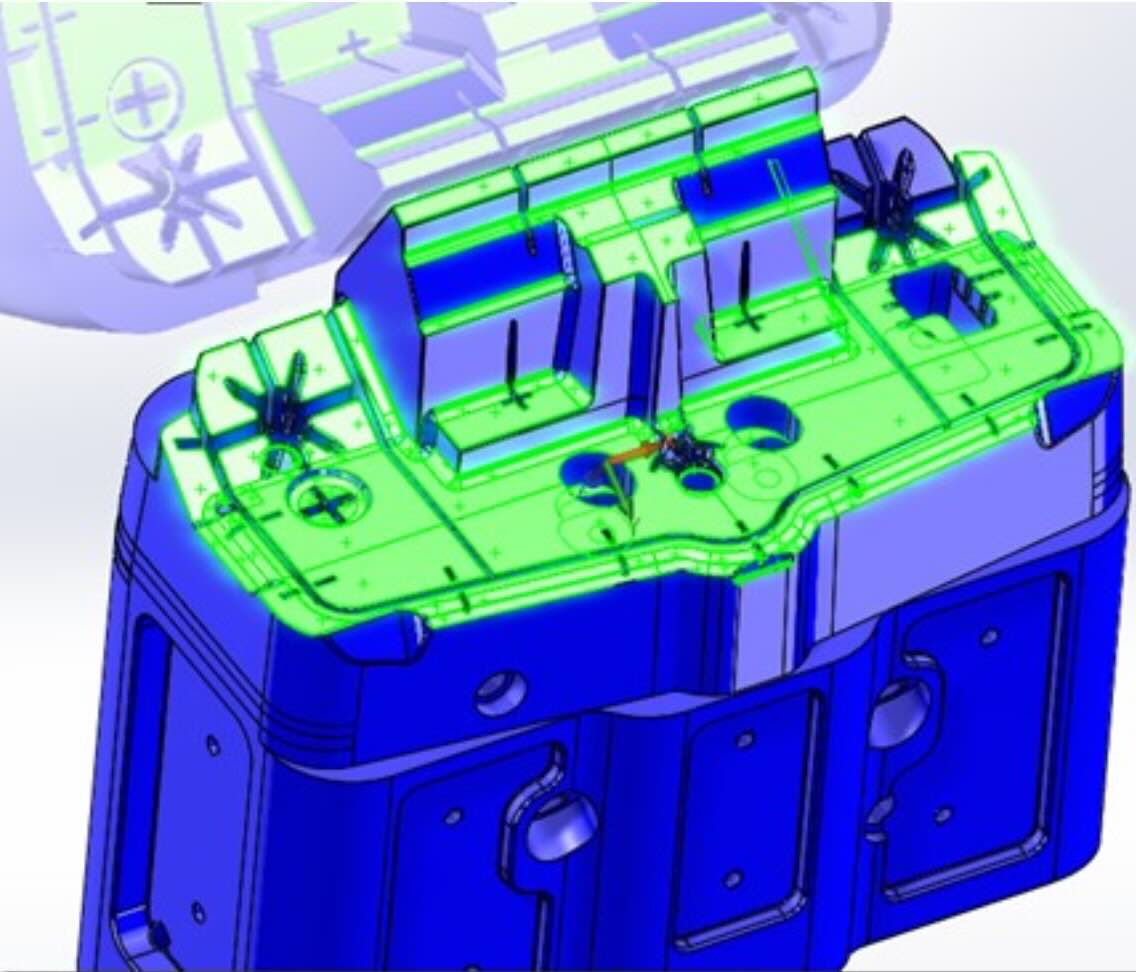
L’Importanza dell’Analisi Cinematica 3D
L’insegnamento più importante di questo progetto è che i soli calcoli delle forze non sono sufficienti.
La geometria tridimensionale dello stampo deve sempre essere analizzata per comprendere:
- le reali direzioni delle forze;
- i vincoli meccanici;
- le reazioni;
- le condizioni di bloccaggio;
- la generazione degli attriti;
- gli eventuali effetti di autobloccaggio.
Senza comprendere la cinematica dello stampo, anche calcoli perfettamente corretti possono portare a decisioni progettuali sbagliate.
Lezioni Apprese
1. Calcoli corretti non portano sempre al cilindro corretto.
2. La forza di iniezione e la forza operativa non sono la stessa cosa.
3. La cinematica dello stampo spesso domina i calcoli oleodinamici.
4. Piccoli angoli possono generare condizioni di autobloccaggio.
5. Le forze di attrito non possono sempre essere calcolate con precisione.
6. I margini di sicurezza sono spesso più importanti della precisione teorica.
7. Comprendere la trasmissione delle forze è più importante che calcolare le forze stesse.
Conclusioni
A prima vista questo progetto sembrava un classico esercizio di dimensionamento di cilindri idraulici.
In realtà si è trasformato in un esercizio di comprensione del modo in cui le forze si propagano realmente all’interno di uno stampo a iniezione.
I calcoli del cliente erano matematicamente corretti.
Tuttavia, la soluzione finale ha richiesto una comprensione più profonda di:
- cinematica dei carrelli;
- vincoli meccanici;
- comportamento degli attriti;
- percorsi di trasmissione delle forze;
- condizioni di autobloccaggio geometrico.
Riconoscendo che il Cilindro 2 non doveva resistere direttamente alla pressione di cavità, ma soltanto garantire una sufficiente riserva di forza per assicurare il corretto funzionamento dello stampo, il Reparto Tecnico Vega ha dimostrato uno dei principi più importanti dell’ingegneria:
L’ingegneria non consiste nel calcolare le forze.
L’ingegneria consiste nel comprendere quali siano le forze che contano realmente.