Quando si seleziona un cilindro idraulico per movimentare un carrello laterale in uno stampo a iniezione, molti progettisti si concentrano su una sola domanda:
Il cilindro è in grado di resistere alla pressione di iniezione?
È una domanda assolutamente logica.
Durante l’iniezione, infatti, la plastica fusa genera forze enormi che tendono ad aprire il carrello. Se il cilindro riesce a contrastare queste forze, l’applicazione dovrebbe essere sicura.
Oppure no?
Recentemente il Reparto Tecnico Vega è stato coinvolto nella valutazione di una possibile sostituzione di un sistema idraulico esistente con cilindri autobloccanti Vega.
Il cliente desiderava aggiornare il proprio stampo e ha richiesto una verifica tecnica completa prima di procedere.
Quello che inizialmente sembrava un semplice esercizio di selezione del cilindro si è trasformato in una lezione molto interessante di progettazione stampi.
La Sfida
Un costruttore di stampi, che identificheremo semplicemente con le iniziali C.H., stava valutando la sostituzione di una soluzione esistente con cilindri autobloccanti Vega.
Prima di prendere una decisione, il cliente ha richiesto una verifica completa del progetto.
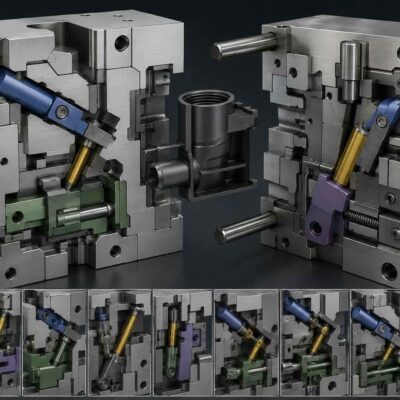
Invece di limitarsi a consultare un catalogo, il Reparto Tecnico Vega ha richiesto il modello 3D dello stampo ed ha eseguito un’analisi completa dell’applicazione.
Lo stampo comprendeva due carrelli laterali indipendenti, entrambi soggetti a forze significative durante il ciclo di stampaggio.
L’obiettivo era semplice:
individuare il cilindro corretto e verificare che la soluzione fosse realmente affidabile nel lungo periodo.
Analisi del Primo Carrello
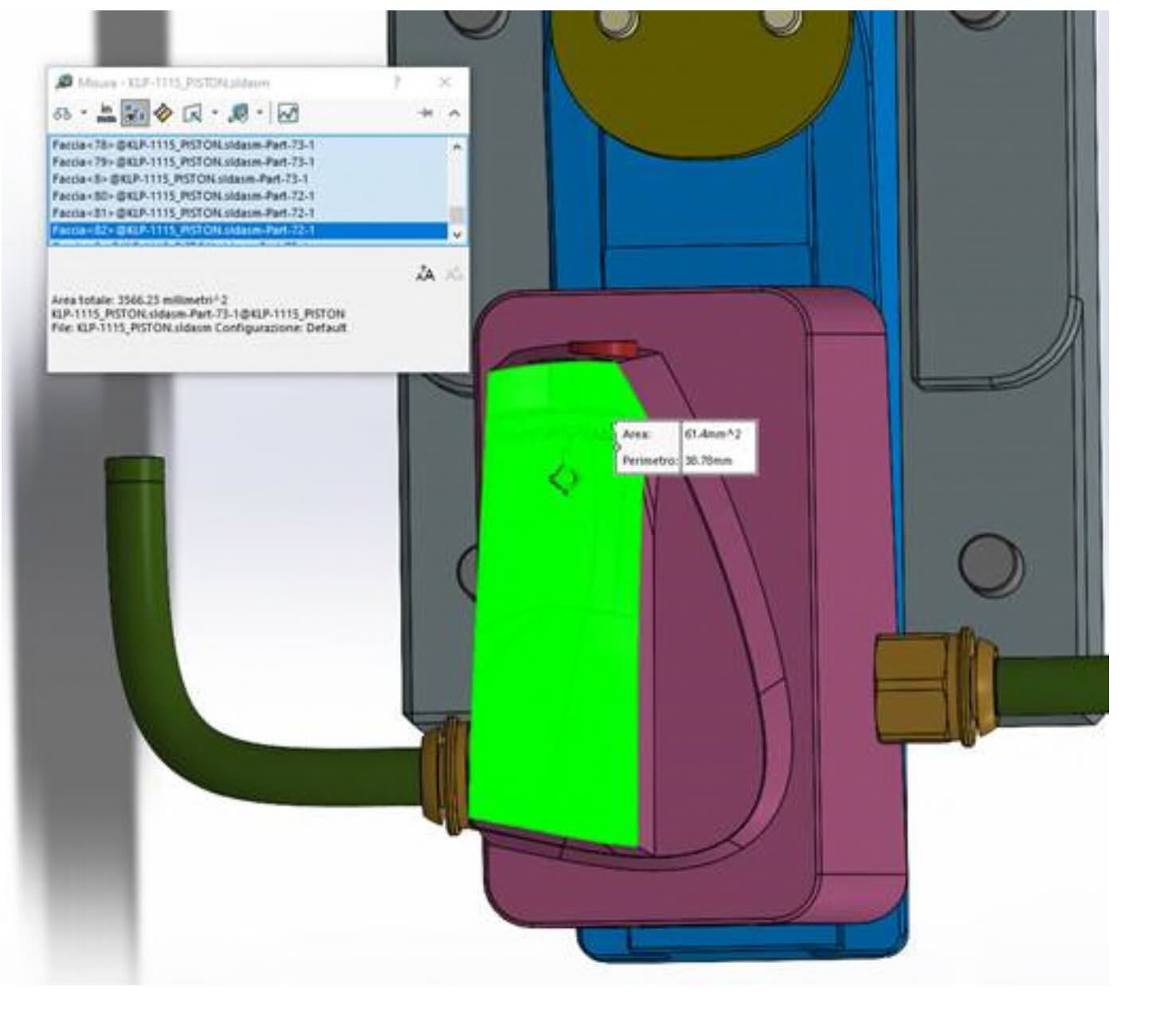
Il primo carrello presentava le seguenti caratteristiche:
- Superficie frontale proiettata: circa 35,66 cm²
- Pressione stimata in cavità: 550 bar
- Angolo del carrello: 20°
Sulla base di questi dati, la forza generata dalla plastica durante l’iniezione è stata calcolata in circa:
19.600 kgf
Considerando la geometria inclinata del carrello, il carico effettivamente trasmesso al cilindro risultava pari a circa:
7.138 kgf
A questo punto molti progettisti avrebbero considerato conclusa l’analisi.
Ma il lavoro del Reparto Tecnico Vega era appena iniziato.
La Forza che Molti Dimenticano
Uno degli errori più comuni nella progettazione degli stampi consiste nel pensare che la forza necessaria per mantenere chiuso un carrello sia la stessa necessaria per aprirlo.
In realtà si tratta di due condizioni operative completamente diverse.
Durante l’iniezione, il cilindro deve contrastare la pressione esercitata dalla plastica fusa.
Durante l’apertura dello stampo, invece, deve vincere un fenomeno differente:
la forza di estrazione generata dall’adesione tra il pezzo stampato e il tassello laterale.
Durante il raffreddamento, infatti, la plastica si ritira e tende ad aderire alle superfici in acciaio del carrello.
Quando arriva il momento di aprire lo stampo, il cilindro deve essere in grado di estrarre il tassello dal pezzo.
Questa forza viene spesso trascurata durante il dimensionamento preliminare.
Eppure è proprio una delle cause più frequenti di problemi operativi e guasti prematuri.
Il Calcolo della Forza di Estrazione
Seguendo la metodologia utilizzata nella progettazione degli stampi e descritta anche nel Manuale Tecnico Vega, il Reparto Tecnico ha stimato la forza di estrazione del primo carrello.
Il valore risultante era pari a circa:
1.370 kgf
Questa forza doveva essere considerata insieme a tutte le altre condizioni operative.
Ed è qui che è emersa la differenza tra una semplice selezione da catalogo e una verifica ingegneristica completa.
Un cilindro che sembrava adeguato considerando soltanto la forza generata dalla pressione di iniezione diventava molto meno convincente quando si aggiungeva anche la forza necessaria per l’estrazione.
Per questo motivo il cilindro inizialmente ipotizzato non è stato raccomandato.
Il Reparto Tecnico Vega ha invece suggerito una soluzione di dimensioni superiori, capace di garantire un margine di sicurezza adeguato.
Analisi del Secondo Carrello
Anche il secondo carrello è stato sottoposto alla stessa procedura di verifica.
I dati principali erano:
- Superficie frontale proiettata: circa 28,6 cm²
- Pressione stimata in cavità: 550 bar
- Angolo del carrello: 20°
La forza generata dalla plastica risultava pari a circa:
15.730 kgf
Mentre il carico trasmesso al cilindro era pari a circa:
5.725 kgf
Anche in questo caso il Reparto Tecnico Vega non si è limitato alla verifica della forza di iniezione, ma ha analizzato l’intero ciclo operativo per garantire affidabilità nel lungo periodo.
Ingegneria, Non Selezione da Catalogo
Questo caso evidenzia una differenza fondamentale tra scegliere un cilindro da catalogo e svolgere una vera attività di progettazione.
Un catalogo può fornire:
- Dimensioni
- Pressioni
- Forze nominali
Ma non può valutare:
- La geometria del carrello
- Gli angoli di lavoro
- Le superfici esposte alla pressione
- L’adesione tra plastica e acciaio
- Le forze di estrazione
- L’interazione tra tutte queste variabili
Solo un’analisi ingegneristica completa può farlo.
Per questo motivo il Reparto Tecnico Vega ha esaminato l’intero progetto prima di formulare una raccomandazione.
Due Condizioni Operative, Due Verifiche Distinte
Una corretta progettazione richiede la verifica di due condizioni differenti.
Condizione 1: Iniezione
Durante l’iniezione il cilindro deve contrastare le forze generate dalla pressione della plastica.
Una valutazione errata può causare:
- Apertura del carrello
- Bave sul pezzo
- Problemi dimensionali
- Danni meccanici
Condizione 2: Estrazione
Durante l’apertura il cilindro deve vincere le forze di adesione e attrito tra il pezzo e il tassello.
Una valutazione insufficiente può causare:
- Difficoltà di apertura
- Usura accelerata
- Instabilità del movimento
- Guasti prematuri
Un cilindro perfettamente adeguato in una condizione potrebbe non esserlo nell’altra.
Per questo entrambe le verifiche sono indispensabili.
Il Vero Valore del Supporto Tecnico
L’aspetto più interessante di questo progetto è che nessun guasto si era ancora verificato.
Nessun fermo macchina.
Nessuna emergenza.
Nessuna produzione persa.
L’analisi è stata effettuata prima dell’installazione dei nuovi cilindri.
Ed è proprio in questa fase che il supporto tecnico crea il massimo valore.
Verificando sia le forze di iniezione sia quelle di estrazione, il Reparto Tecnico Vega ha potuto individuare la soluzione più affidabile e ridurre il rischio di problemi futuri.
Lezioni Apprese
Questo progetto evidenzia alcuni principi fondamentali della progettazione stampi.
1. La forza di iniezione è solo una parte dell’equazione
Un cilindro deve essere verificato sia durante l’iniezione sia durante l’estrazione.
2. La forza di estrazione non deve mai essere trascurata
L’adesione della plastica può generare carichi significativi durante l’apertura dello stampo.
3. La geometria conta
Superfici proiettate, angoli del carrello e aree di contatto influenzano direttamente il dimensionamento.
4. Il catalogo fornisce dati, l’ingegneria fornisce soluzioni
La scelta corretta richiede la comprensione completa dell’applicazione.
5. Prevenire è meglio che correggere
La migliore attività ingegneristica è quella che evita un problema prima che si manifesti.
Conclusioni
Quando si progettano movimenti laterali per stampi a iniezione, concentrarsi esclusivamente sulla pressione di iniezione può portare a errori costosi.
Un cilindro idraulico deve svolgere due funzioni fondamentali:
mantenere chiuso il carrello durante l’iniezione e garantire l’estrazione del tassello durante l’apertura dello stampo.
Solo analizzando entrambe le condizioni operative è possibile selezionare il cilindro corretto.
In questo caso il Reparto Tecnico Vega è andato oltre una semplice raccomandazione di prodotto.
Attraverso l’analisi del modello 3D, il calcolo delle forze di iniezione e di estrazione e la valutazione completa del ciclo operativo, è stato possibile individuare una soluzione affidabile e progettata per durare nel tempo.
Perché nella progettazione degli stampi, la forza di spinta è solo metà della storia.