Introduzione
Le slitte rappresentano una delle soluzioni più utilizzate per la gestione dei sottosquadri laterali negli stampi a iniezione. Nonostante la crescente diffusione di sistemi idraulici e servoassistiti, le slitte meccaniche continuano a essere la scelta preferita in moltissime applicazioni grazie alla loro semplicità costruttiva, affidabilità e convenienza economica.
Quando un componente stampato presenta fori laterali, agganci, finestre, scanalature o altre geometrie che impediscono l’estrazione lungo la direzione di apertura dello stampo, è necessario introdurre un movimento laterale controllato.
In questo articolo analizzeremo due soluzioni molto diffuse:
- Meccanismo 4 – Slitta guidata
- Meccanismo 5 – Estrazione tramite piastra di trascinamento
Comprendere il principio di funzionamento, i limiti e i criteri di progettazione permette di scegliere la soluzione più adatta per ogni applicazione.
Perché Utilizzare una Slitta
Uno stampo tradizionale si apre lungo un solo asse.
Se il componente contiene un sottosquadro laterale, il pezzo rimane meccanicamente bloccato nella cavità e non può essere espulso senza danneggiarsi.
La slitta introduce un movimento trasversale che libera il sottosquadro prima dell’espulsione.
La sequenza tipica è:
- Apertura stampo
- Arretramento della slitta
- Liberazione del sottosquadro
- Espulsione del pezzo
Senza questo movimento aggiuntivo, molte geometrie sarebbero impossibili da stampare.
Meccanismo 4 – Slitta Guidata
Principio di Funzionamento
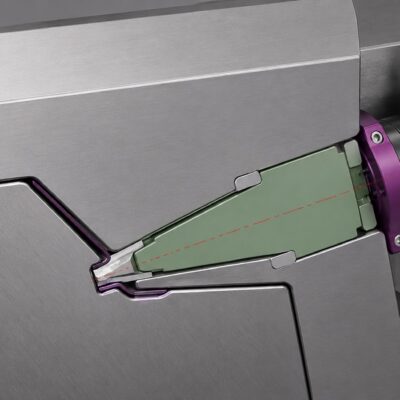
Questo sistema utilizza una slitta che si muove lateralmente seguendo una guida meccanica.
Un rullo o un perno segue una pista opportunamente lavorata. Durante l’apertura dello stampo, la guida costringe la slitta a traslare lateralmente mantenendo un perfetto controllo della traiettoria.
Il movimento risulta estremamente preciso e ripetibile.
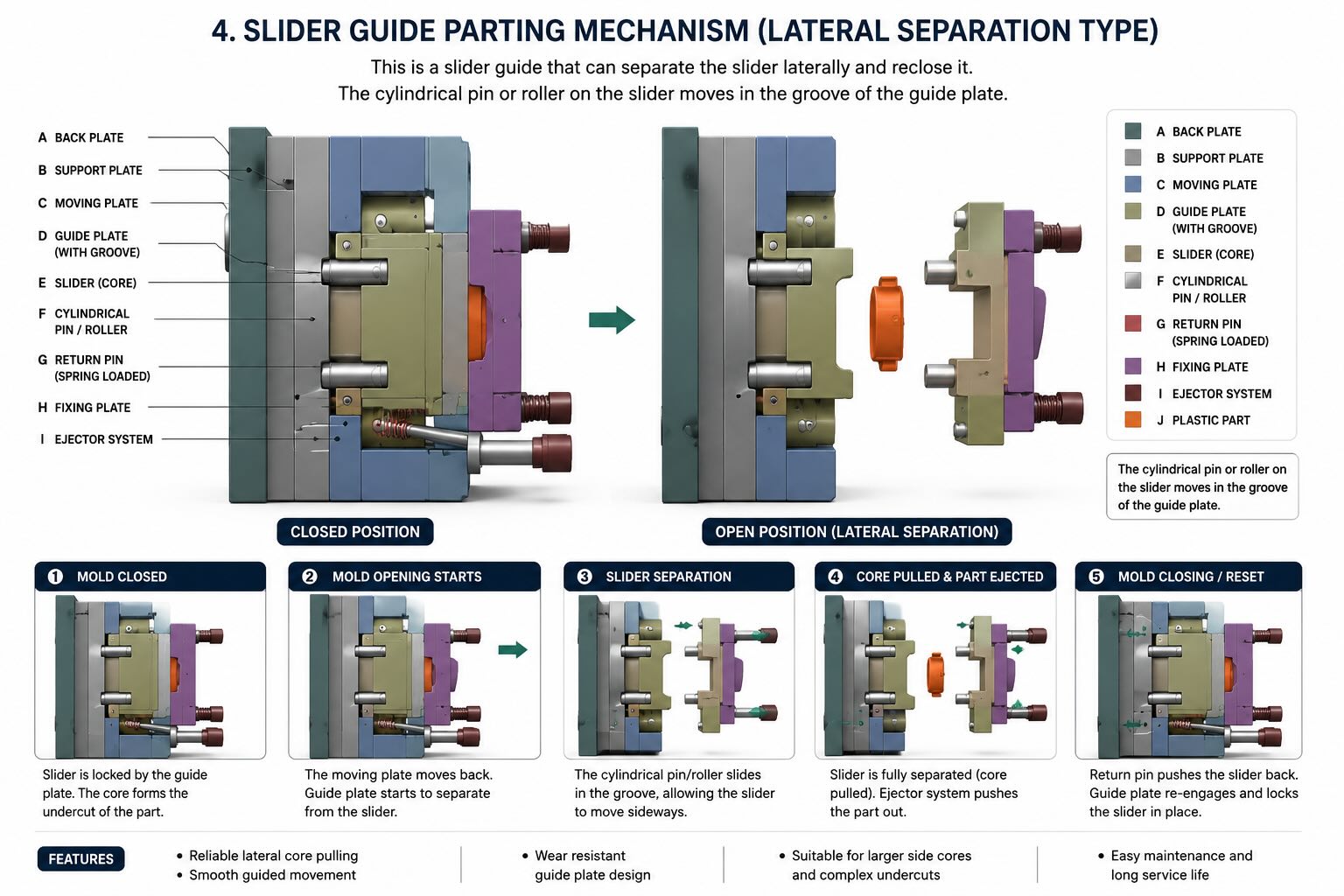
Sequenza di Movimento
Fase 1 – Stampo Chiuso
La slitta è completamente avanzata.
Il nucleo laterale forma il sottosquadro all’interno del pezzo.
Fase 2 – Inizio Apertura
Il perno entra nella parte inclinata della guida.
La slitta inizia a spostarsi lateralmente.
Fase 3 – Disimpegno del Sottosquadro
Il nucleo laterale libera completamente la geometria stampata.
Fase 4 – Espulsione
Il pezzo può essere espulso senza interferenze.
Vantaggi
- Elevata precisione di posizionamento
- Ottima ripetibilità
- Costruzione compatta
- Nessun circuito idraulico necessario
- Adatta a produzioni ad alto volume
Limiti
| Parametro | Valore Tipico |
|---|---|
| Corsa slitta | 5–50 mm |
| Carico laterale | Medio |
| Costo costruzione | Medio |
| Manutenzione | Ridotta |
| Impatto sul ciclo | Minimo |
Per sottosquadri molto profondi possono essere più adatti sistemi idraulici.
Linee Guida di Progettazione
Pressione sulle Guide
Le superfici di guida devono distribuire uniformemente il carico.
Pressioni eccessive generano usura prematura e perdita di precisione.
Durezza dei Componenti
| Componente | Durezza Consigliata |
| Corpo slitta | 50–58 HRC |
| Guide | 58–62 HRC |
| Perni e rulli | 60–64 HRC |
Lubrificazione
Molti problemi operativi derivano da una lubrificazione insufficiente.
I punti di ingrassaggio devono essere facilmente accessibili durante la manutenzione.
Modalità di Guasto Più Comuni
Grippaggio
Causato da lubrificazione insufficiente o pressioni elevate.
Bava
Generata dall’usura delle superfici di accoppiamento.
Bloccaggio della Slitta
Spesso provocato da contaminazione o giochi non corretti.
Usura Prematura
Può derivare da carichi laterali eccessivi o da un dimensionamento errato delle superfici di guida.
Meccanismo 5 – Estrazione Tramite Piastra di Trascinamento
Principio di Funzionamento
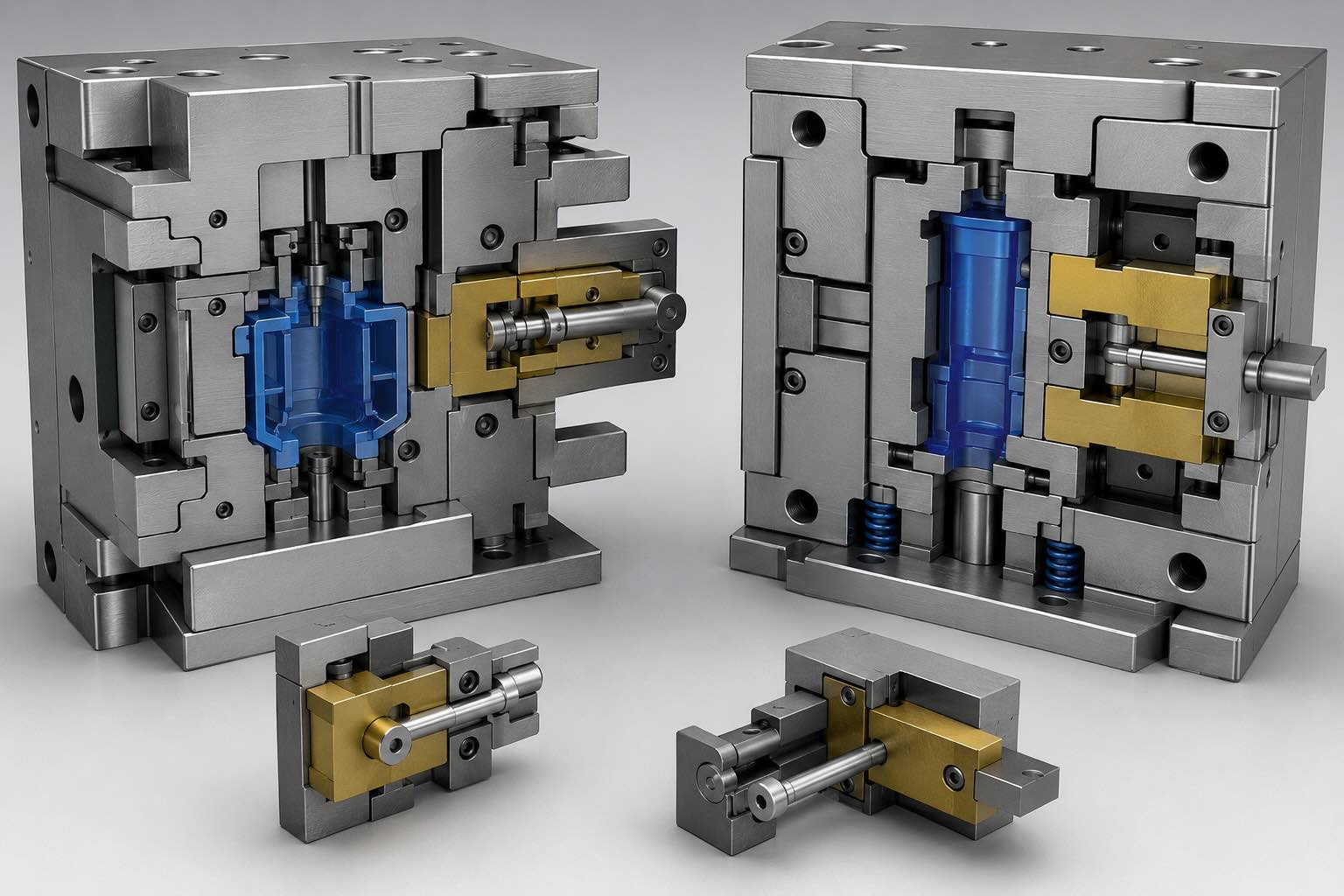
In questa configurazione la slitta è collegata direttamente a una piastra di trascinamento.
Durante l’apertura dello stampo, la piastra trascina meccanicamente la slitta allontanando il nucleo laterale dal sottosquadro.
L’intero movimento è sincronizzato con l’apertura dello stampo.
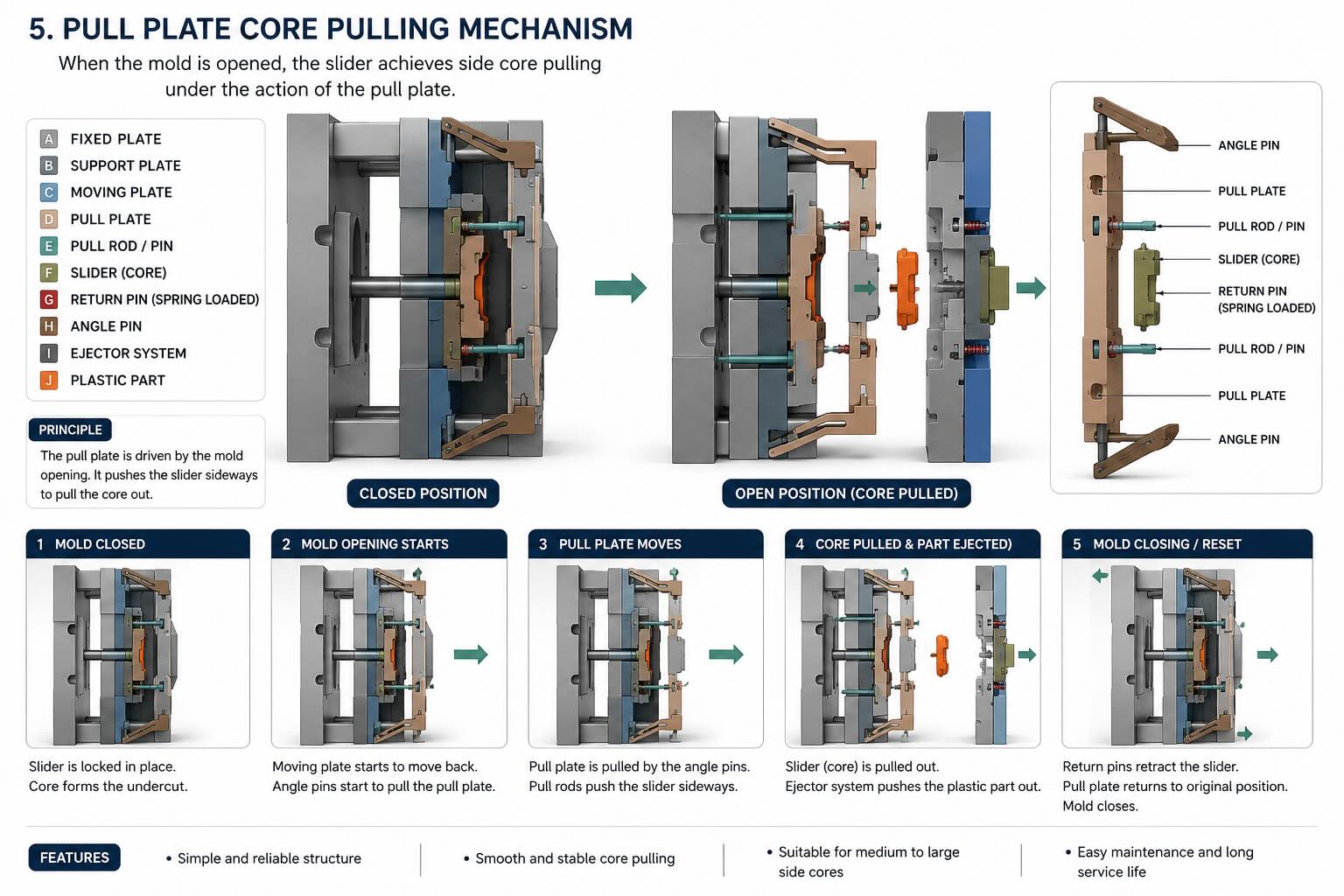
Sequenza Operativa
Fase 1 – Stampo Chiuso
Il nucleo laterale realizza il sottosquadro.
Fase 2 – Apertura Stampo
La piastra di trascinamento inizia il movimento.
Fase 3 – Arretramento della Slitta
Il nucleo laterale si ritrae liberando il pezzo.
Fase 4 – Espulsione
Il componente viene espulso.
Vantaggi
- Costruzione semplice
- Costi ridotti
- Elevata affidabilità
- Manutenzione minima
- Ridotto numero di componenti
Limiti
La corsa disponibile dipende direttamente dalla distanza di apertura dello stampo.
Per sottosquadri profondi possono essere necessari:
- maggiori aperture stampo
- meccanismi aggiuntivi
- sistemi idraulici
Applicazioni Tipiche
Questo sistema viene utilizzato frequentemente in:
- Componenti tecnici
- Imballaggi industriali
- Scatole elettriche
- Componenti automotive
- Prodotti di consumo
Confronto tra le Due Soluzioni
| Caratteristica | Slitta Guidata | Piastra di Trascinamento |
| Complessità | Media | Bassa |
| Costo | Medio | Basso |
| Precisione | Elevata | Media |
| Manutenzione | Ridotta | Ridotta |
| Affidabilità | Elevata | Elevata |
| Facilità costruttiva | Media | Elevata |
Quando Utilizzare una Slitta
Le slitte rappresentano generalmente la soluzione migliore quando:
- la corsa richiesta è inferiore a circa 50 mm;
- non sono disponibili circuiti idraulici;
- si desidera ridurre i costi dello stampo;
- la semplicità costruttiva è una priorità;
- sono previste elevate quantità produttive.
Errori di Progettazione Più Frequenti
Gli errori più comuni riscontrati negli stampi includono:
- corsa insufficiente;
- superfici di guida sottodimensionate;
- accesso difficile alla lubrificazione;
- raffreddamento non ottimale;
- carichi laterali eccessivi;
- sistemi di bloccaggio inadeguati.
La maggior parte dei problemi nasce durante la progettazione e non durante la produzione.
Conclusioni
Le slitte continuano a rappresentare una delle soluzioni più affidabili ed economiche per la gestione dei sottosquadri laterali negli stampi a iniezione.
Le slitte guidate offrono la massima precisione di posizionamento, mentre i sistemi con piastra di trascinamento garantiscono semplicità costruttiva e costi contenuti.
Se correttamente progettate e mantenute, entrambe le soluzioni possono operare per milioni di cicli mantenendo elevata precisione e affidabilità.