
I Principi Ingegneristici del Preload nei Cilindri Idraulici Autobloccanti per Stampi a Iniezione
Nella progettazione degli stampi a iniezione si parla spesso di precisioni nell’ordine dei centesimi di millimetro, ma il comportamento fisico dei componenti meccanici sotto carico viene frequentemente sottovalutato. Durante la fase di iniezione, pressioni molto elevate nella cavità generano forze che si propagano attraverso l’intera struttura dello stampo: inserti, slitte, punzoni, spine, sistemi di bloccaggio e attuatori idraulici.
Anche se un sistema meccanico appare perfettamente rigido, nella realtà nessun componente è realmente rigido. Ogni elemento possiede una propria elasticità e si deforma sotto carico.
Per progettisti di stampi e tecnici di processo, comprendere e compensare queste deformazioni è fondamentale per ottenere una produzione stabile, eliminare le bave e mantenere una ripetibilità dimensionale costante nel corso di migliaia o milioni di cicli.
La funzione di preload utilizzata nei cilindri idraulici autobloccanti nasce proprio per risolvere questo problema.
Comprendere la deformazione elastica nei componenti dello stampo
Dal punto di vista meccanico, qualsiasi materiale sottoposto a una forza subisce una deformazione proporzionale a diversi fattori:
- Forza applicata
- Modulo elastico del materiale
- Sezione resistente
- Geometria del componente
- Lunghezza effettiva
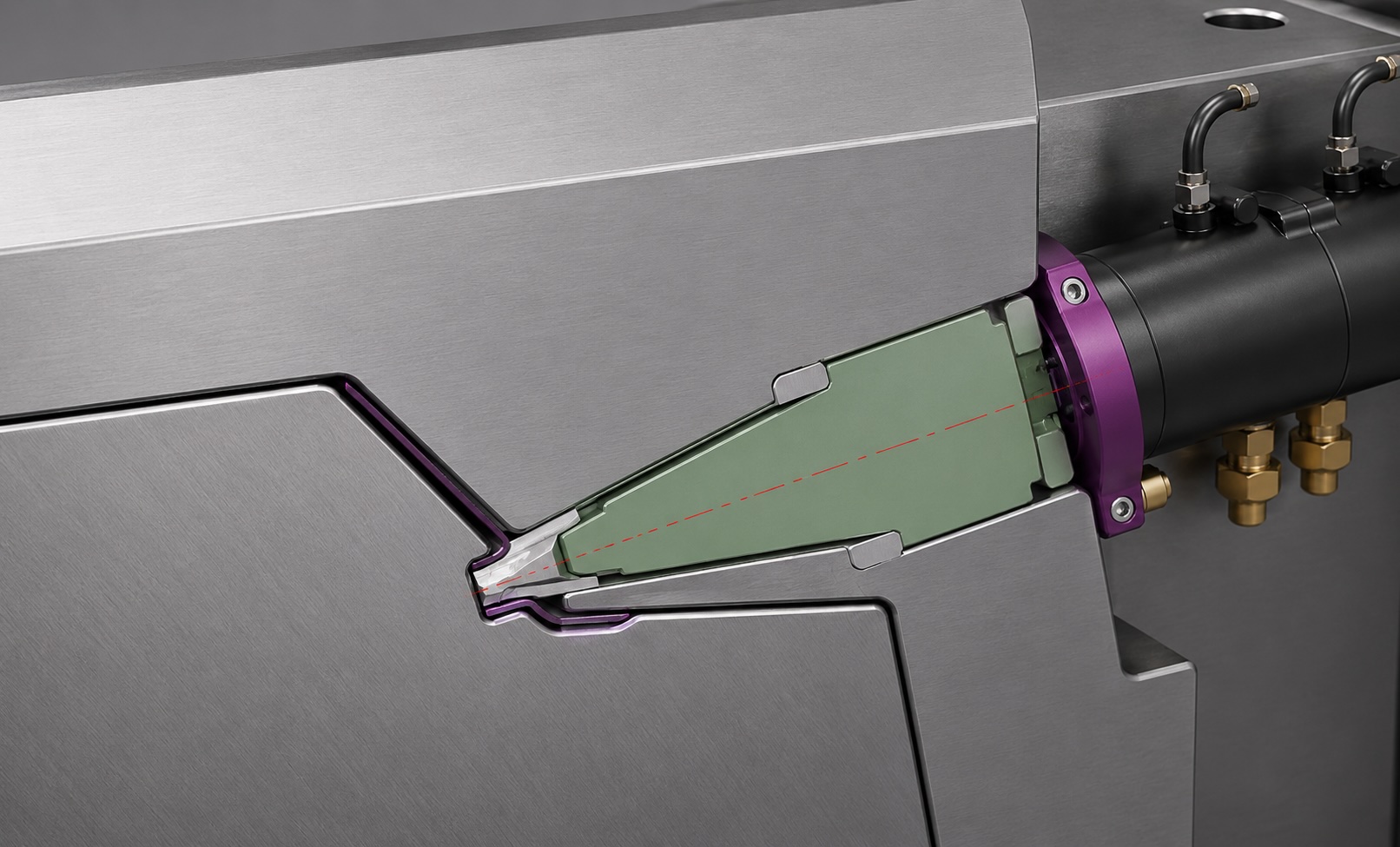
In un cilindro autobloccante utilizzato per il movimento di anime o spine, l’asta rappresenta generalmente il componente soggetto alla maggiore deformazione elastica, principalmente a causa della sua lunghezza utile e della sezione inferiore rispetto agli altri elementi strutturali dello stampo.
Durante l’iniezione, la pressione esercitata sul punzone o sulla spina genera una forza assiale che tende a spingere indietro l’intero sistema.
Questa forza viene contrastata da:
- Geometria del sistema di bloccaggio meccanico
- Pressione idraulica
- Rigidezza strutturale dei componenti circostanti
Sotto queste forze contrapposte, l’asta del cilindro subisce una piccola contrazione elastica.
Sebbene tale compressione possa essere nell’ordine di pochi decimi di millimetro, nelle applicazioni di stampaggio ad alta precisione questo spostamento può diventare critico.
Per esempio:
Una compressione dell’asta di soli 0,15 mm può provocare:
- Distacco tra spina e cavità
- Fuoriuscita di materiale
- Formazione di bave
- Instabilità dimensionale
- Difetti estetici
- Problemi di assemblaggio del componente finale
La deformazione in sé non può essere eliminata, perché dipende direttamente dalle leggi della meccanica.
La domanda reale diventa quindi:
Come può il progettista compensare questa deformazione?
Il concetto di preload
Il preload funziona introducendo deliberatamente una compressione iniziale controllata nel sistema prima dell’inizio della fase di iniezione.
Invece di consentire all’asta di comprimersi esclusivamente durante l’aumento della pressione di iniezione, il sistema viene precompresso di un valore calcolato.
Quando la pressione di iniezione genera successivamente una forza assiale, la deformazione elastica non provoca più un movimento relativo tra i componenti dello stampo, ma semplicemente compensa il precarico inizialmente introdotto.
Concettualmente:
Senza preload
Forza di iniezione → compressione dell’asta → spostamento della spina → formazione di bava
Con preload
Precompressione → compensazione del carico di iniezione → posizione stabile della spina
Il sistema smette quindi di essere puramente reattivo e diventa predittivo.
Il cilindro compensa la deformazione prevista prima ancora che questa si verifichi.
Perché possono comparire bave anche con un corretto bloccaggio meccanico
Molti tecnici assumono che, una volta raggiunta la posizione di bloccaggio meccanico, il movimento sia impossibile.
Nella realtà il bloccaggio non elimina la deformazione elastica.
Il sistema di bloccaggio impedisce movimenti macroscopici, ma i componenti continuano comunque a deformarsi elasticamente:
- Asta
- Spina
- Anima
- Inserti dello stampo
- Piastre di supporto
- Interfacce meccaniche
La somma delle deformazioni di tutti questi elementi può superare le tolleranze ammissibili.
Questo spiega situazioni apparentemente inspiegabili, come:
- Bava presente solo con elevate pressioni di iniezione
- Aumento della bava all’aumentare della pressione
- Comportamento differente con materiali diversi
- Variazioni tra stampo freddo e stampo a regime termico
Spesso la causa non è una forza di bloccaggio insufficiente, ma una compensazione del preload non correttamente impostata.
L’importanza del punto meccanico “0”
La procedura di regolazione del preload richiede l’individuazione di un preciso riferimento meccanico definito punto “0”.
Il punto “0” rappresenta:
La chiusura completa tra spina e cavità prima dell’applicazione del preload
Questo riferimento è fondamentale perché tutti i valori successivi vengono aggiunti rispetto a una condizione meccanica nota.
In assenza di un punto di riferimento affidabile:
- La regolazione diventa soggettiva
- La ripetibilità diminuisce
- La messa a punto risulta più difficile
- Le attività di troubleshooting diventano più complesse
Una pratica comune consiste nell’utilizzare il Blu di Prussia per verificare il contatto completo delle superfici.
Progettare lo stampo pensando al preload
L’approccio più efficiente consiste nel considerare il preload già durante la fase di progettazione dello stampo e non durante i collaudi.
Diversi aspetti devono essere presi in considerazione:
Accessibilità
Il tecnico deve poter raggiungere facilmente:
- Viti di regolazione
- Elementi di bloccaggio
- Connessioni idrauliche
- Sensori
Spazio disponibile attorno ai raccordi
La regolazione del preload comporta una rotazione del corpo cilindro.
Di conseguenza ruotano anche:
- Porte olio
- Raccordi
- Sensori
- Cavi
Questo potrebbe creare interferenze con altri componenti dello stampo.
Superfici di riferimento meccanico
Nel caso di spine o anime molto piccole, verificare direttamente il contatto può risultare difficile.
Può quindi essere necessario prevedere superfici esterne di riferimento che consentano un controllo ripetibile.
Flange regolabili contro soluzioni tradizionali
Le flange tradizionali non regolabili richiedono spesso compensazioni mediante:
- Rettifica
- Inserimento di spessori
- Modifiche meccaniche
Queste soluzioni presentano diversi svantaggi:
- Maggior tempo di setup
- Rischio di errori dimensionali
- Correzioni complesse
- Minore flessibilità
La flangia regolabile RF211E consente invece di intervenire direttamente sullo stampo durante la fase di prova.
I vantaggi principali sono:
- Riduzione dei tempi di messa a punto
- Migliore ripetibilità
- Collaudi più rapidi
- Ottimizzazione del processo
Evitare un preload eccessivo
Aumentare il preload non significa automaticamente migliorare le prestazioni.
La documentazione evidenzia che un precarico eccessivo può peggiorare la situazione.
Un preload eccessivo può causare:
- Aumento delle bave
- Difficoltà nello sbloccaggio
- Maggiori sollecitazioni meccaniche
- Usura prematura
- Instabilità del sistema di bloccaggio
Il valore corretto deve quindi essere definito sperimentalmente, rispettando i limiti previsti dal progetto.
Considerazioni idrauliche durante la fase di iniezione
Il sistema meccanico da solo non è sufficiente per garantire prestazioni ottimali.
Anche il comportamento idraulico ha un ruolo fondamentale.
Il manuale raccomanda di mantenere:
120 bar costanti in spinta per tutta la fase di iniezione
Se non fosse possibile mantenere una pressione costante, è consigliato l’utilizzo di una valvola di blocco pilotata installata direttamente sul cilindro.
Tubazioni flessibili troppo lunghe possono introdurre:
- Maggiore comprimibilità del fluido
- Minore stabilità della pressione
- Tempi di risposta più lenti
- Rischio di intrappolamento d’aria
Anche la rimozione dell’aria nel circuito è fondamentale, poiché l’aria intrappolata si comporta come una molla supplementare.
Considerazioni finali
Nello stampaggio a iniezione di precisione, la differenza tra un processo stabile e uno problematico dipende spesso dalla comprensione del comportamento reale dei componenti sotto carico.
Il preload non dovrebbe essere considerato semplicemente una regolazione.
È una metodologia ingegneristica che permette di compensare preventivamente deformazioni inevitabili.
Per progettisti di stampi e tecnici che lavorano con applicazioni ad alta pressione, pareti sottili, anime complesse o sistemi di movimentazione avanzati, il preload diventa un parametro progettuale capace di migliorare:
- Stabilità del processo
- Ripetibilità dimensionale
- Qualità del prodotto
- Vita utile dello stampo
- Efficienza produttiva
L’ingegneria moderna degli stampi non dipende solamente da componenti più robusti, ma dalla capacità di comprendere il comportamento reale dei sistemi sotto carico e progettare soluzioni che lo anticipino.


