Quando si progetta uno stampo a iniezione, l’attenzione è quasi sempre rivolta alle decisioni più importanti.
Il numero di cavità.
Il sistema di raffreddamento.
I carrelli laterali.
I cilindri idraulici.
Eppure, a volte, il successo di un intero progetto dipende da qualcosa di molto più piccolo.
A volte dipende da pochi millimetri.
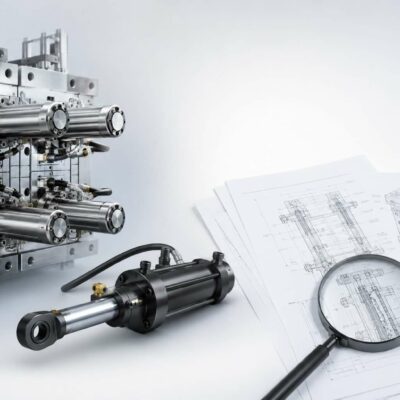
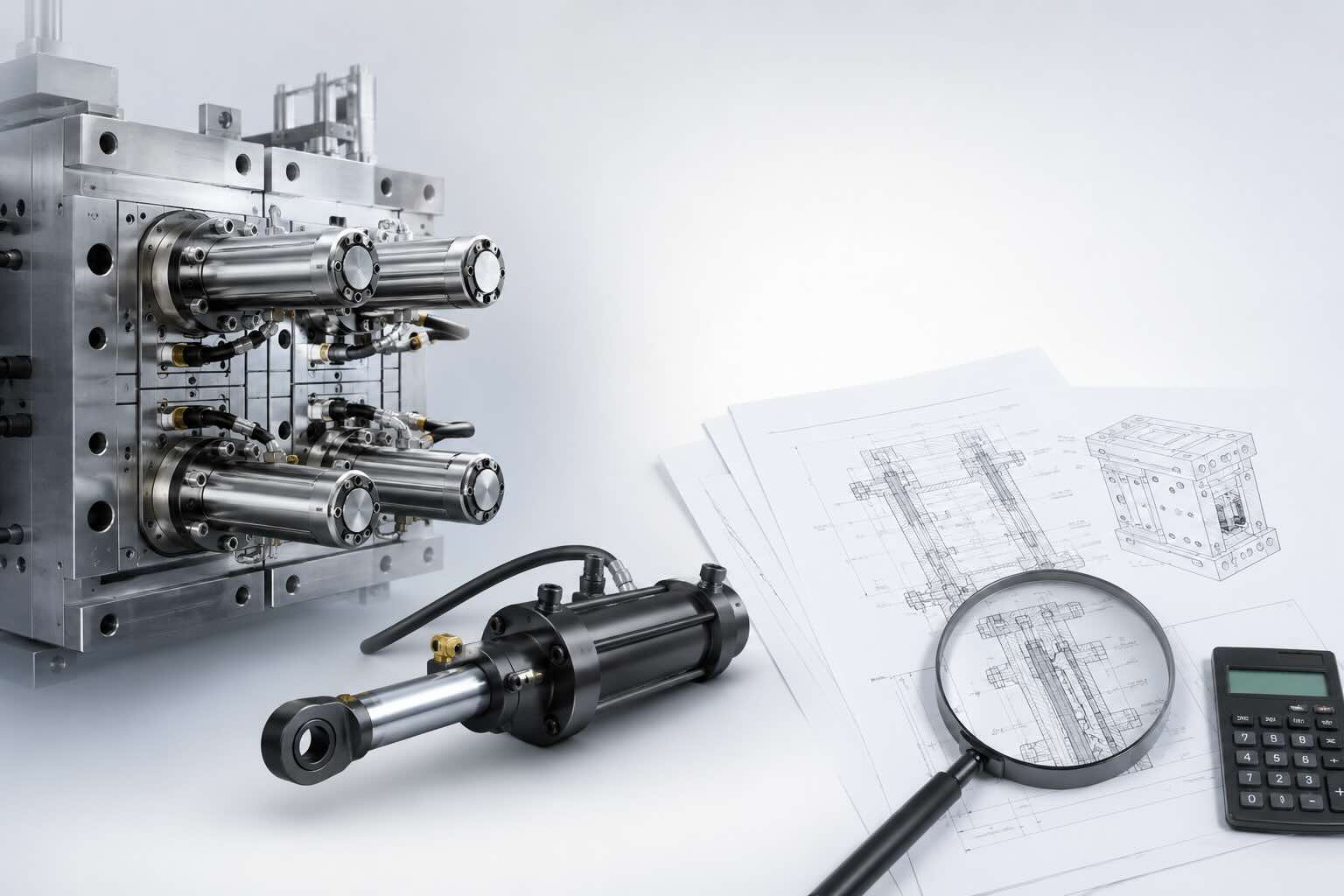
Recentemente il Reparto Tecnico Vega è stato coinvolto nello sviluppo di uno stampo complesso dotato di diversi cilindri idraulici autobloccanti.
A prima vista il progetto sembrava relativamente semplice.
Il cliente aveva bisogno di individuare i cilindri più adatti e desiderava verificare le forze in gioco sui diversi carrelli.
Tuttavia, l’analisi tecnica ha presto dimostrato che scegliere il cilindro corretto era solo una parte del lavoro.
Ingegneria Prima della Costruzione
Invece di limitarsi a richiedere un’offerta commerciale, il cliente ha condiviso con Vega il modello 3D completo dello stampo e ha chiesto una verifica tecnica approfondita prima dell’inizio della costruzione.
L’obiettivo era chiaro:
garantire che i cilindri selezionati non solo fossero sufficientemente potenti, ma che funzionassero correttamente una volta installati nello stampo.
Per raggiungere questo risultato, il Reparto Tecnico Vega ha analizzato:
- Il modello 3D dello stampo
- La geometria dei carrelli
- Le forze di iniezione
- Le forze di estrazione
- Le corse dei cilindri
- Le condizioni di bloccaggio
- Le pressioni idrauliche disponibili
Questo ha trasformato una semplice selezione di prodotto in una vera attività di validazione progettuale.
Molto Più di un Calcolo di Forza
L’analisi iniziale ha riguardato quattro differenti movimenti laterali.
Per ciascun carrello il Reparto Tecnico Vega ha valutato:
- La superficie frontale esposta alla pressione della plastica
- Le forze di adesione del materiale
- La forza di spinta necessaria
- La forza di estrazione necessaria
- Il cilindro più appropriato
Sulla base di questi calcoli sono stati proposti differenti modelli di cilindri autobloccanti in funzione dei carichi generati da ciascun movimento laterale.
Dal punto di vista delle forze, il progetto risultava corretto.
Ma l’analisi non si è fermata ai numeri.
La Particolarità dei Cilindri Autobloccanti
A differenza di un cilindro idraulico tradizionale, un cilindro autobloccante incorpora un sistema meccanico di bloccaggio.
Questo meccanismo garantisce che il carrello rimanga in posizione anche in caso di perdita della pressione idraulica.
Tuttavia esiste una condizione fondamentale:
il cilindro deve raggiungere completamente la posizione di bloccaggio.
Se lo stelo non arriva a fine corsa, il sistema autobloccante non può innestarsi correttamente.
Un cilindro può quindi essere perfettamente dimensionato dal punto di vista delle forze e, allo stesso tempo, non essere in grado di svolgere la propria funzione di sicurezza.
È un dettaglio che può facilmente passare inosservato durante la progettazione dello stampo.
La Scoperta
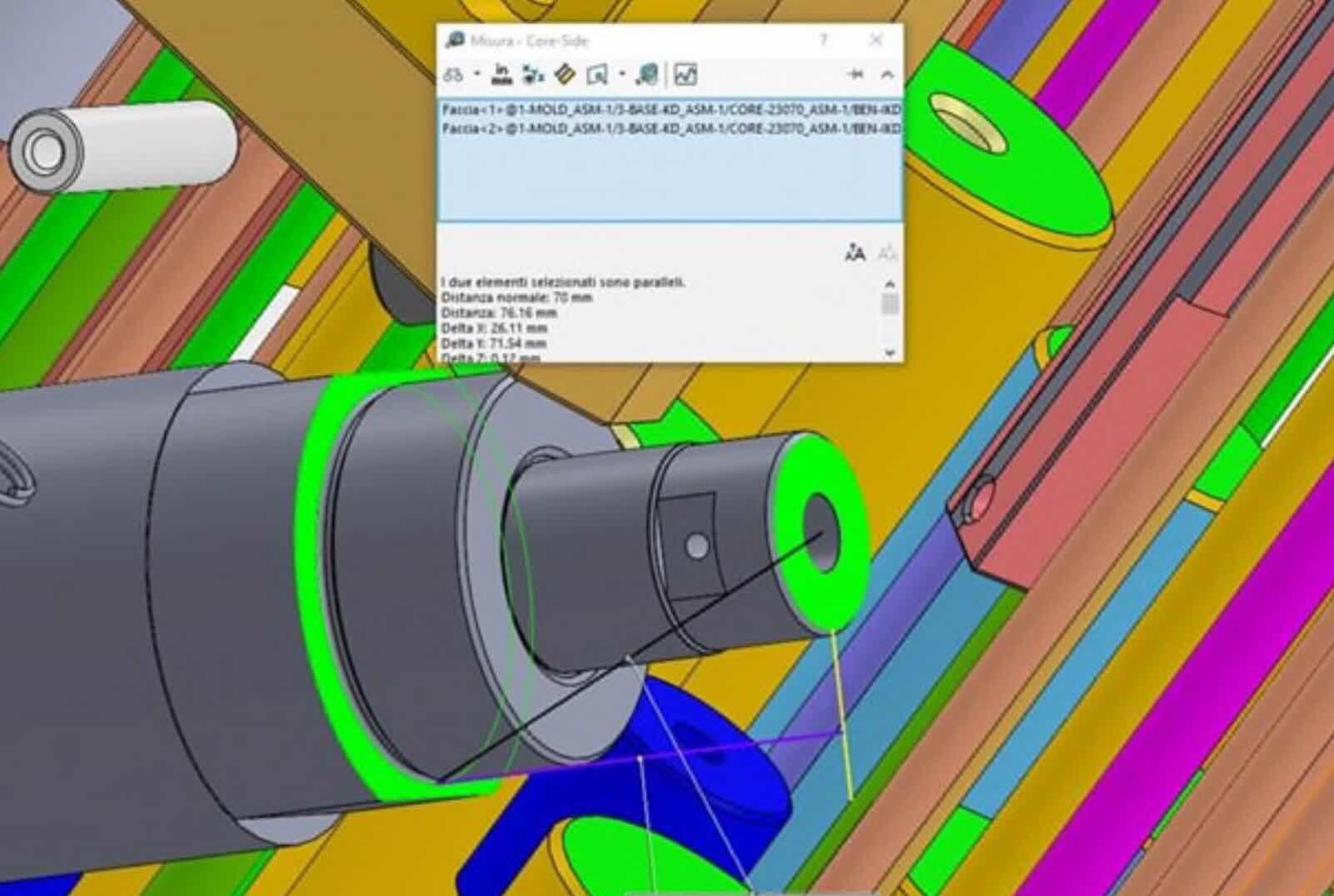
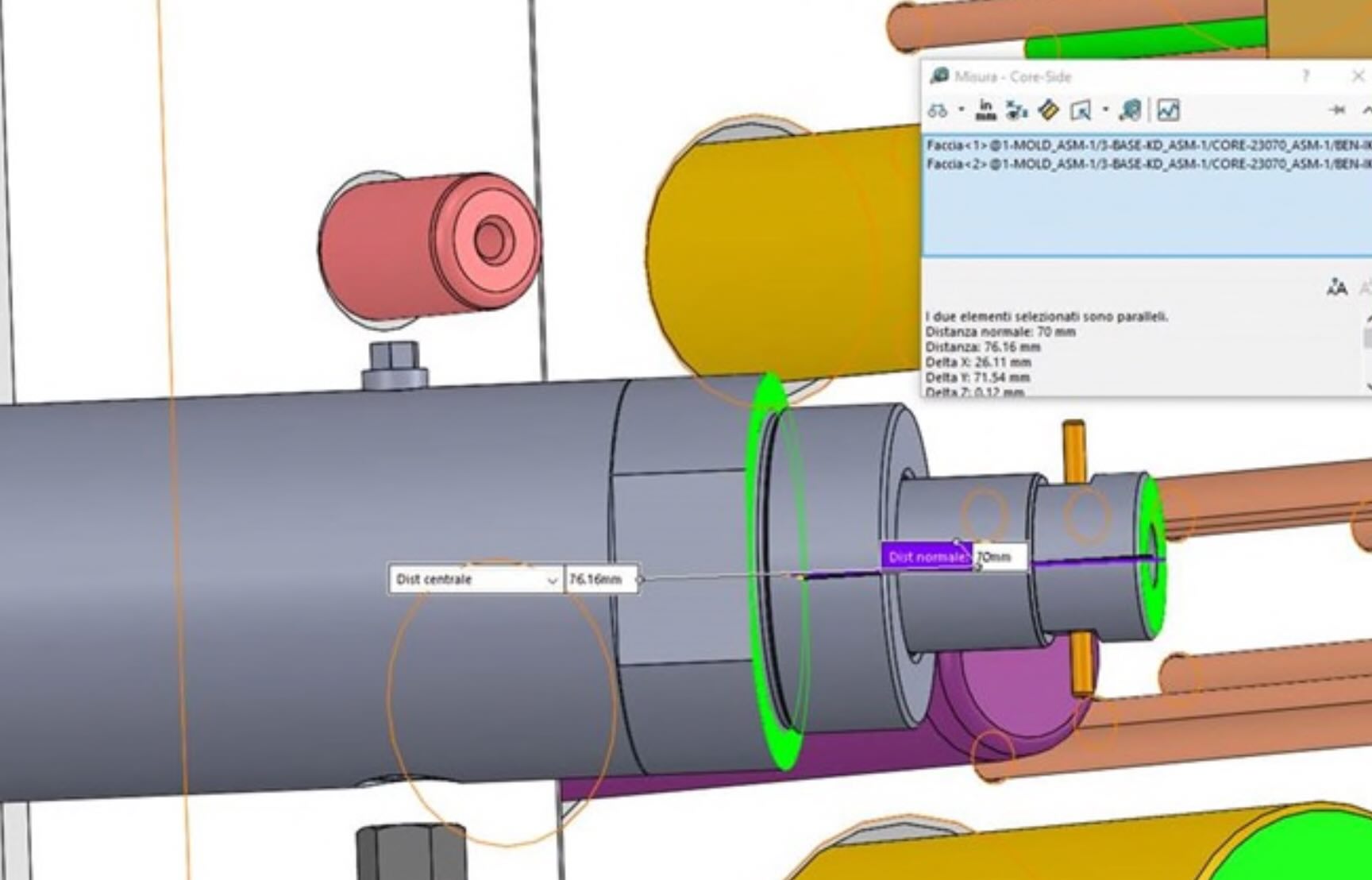
Durante l’analisi del modello 3D, il Reparto Tecnico Vega ha individuato un problema apparentemente insignificante.
La posizione del carrello impediva al cilindro di raggiungere completamente la propria estensione.
L’interferenza era minima.
Circa:
2 millimetri.
A prima vista una differenza trascurabile.
In realtà quei 2 millimetri erano sufficienti a impedire il corretto inserimento del sistema autobloccante.
Il cilindro si sarebbe mosso.
Il carrello avrebbe funzionato.
Ma il sistema di bloccaggio non sarebbe stato completamente attivato.
E questo avrebbe potuto compromettere l’affidabilità dell’intero stampo.
Perché i Piccoli Dettagli Contano
Gli stampi a iniezione sono sistemi meccanici di elevata precisione.
Piccole differenze dimensionali possono avere conseguenze enormemente superiori alla loro dimensione reale.
In questo caso il problema non riguardava:
- La forza del cilindro
- La pressione idraulica
- La qualità del componente
- La resistenza meccanica
Il problema era puramente geometrico.
Una differenza di appena 2 millimetri avrebbe potuto impedire il corretto funzionamento della funzione di sicurezza più importante del cilindro.
Senza questa verifica, il problema sarebbe probabilmente emerso solo dopo la costruzione dello stampo, durante il collaudo o addirittura durante l’avviamento della produzione.
A quel punto la correzione sarebbe stata molto più costosa.
Correggere un Problema Prima che Esista
Uno dei maggiori vantaggi del supporto tecnico consiste nell’individuare problemi potenziali prima che diventino problemi reali.
Dopo la revisione effettuata da Vega, il cliente ha modificato il progetto correggendo l’interferenza prima dell’inizio della costruzione dello stampo.
Nessuna modifica urgente.
Nessun fermo macchina.
Nessuna costosa rilavorazione.
Semplicemente un progetto migliore prima che la produzione iniziasse.
La Differenza Tra Fornire un Componente e Fornire Supporto Tecnico
Molti fornitori possono vendere un cilindro.
Molti meno sono disposti ad analizzare l’intero progetto dello stampo.
Ancora meno sono in grado di individuare un problema dimensionale che non riguarda direttamente il cilindro stesso.
Questo progetto evidenzia la differenza tra vendere un componente e supportare un’applicazione.
Il valore generato non è stato il cilindro fornito.
Il valore è stato aiutare il cliente a evitare un problema prima che diventasse un costo.
Lezioni Apprese
1. Il corretto dimensionamento è solo il primo passo
Un cilindro può essere correttamente dimensionato e tuttavia non funzionare se le condizioni di installazione non vengono verificate.
2. I cilindri autobloccanti richiedono il completo inserimento del sistema di blocco
Il raggiungimento della fine corsa è essenziale per garantire il corretto funzionamento del meccanismo.
3. Piccoli errori dimensionali possono generare grandi problemi
Pochi millimetri possono determinare il successo o il fallimento di una funzione di sicurezza.
4. L’analisi del modello 3D crea valore reale
Molti problemi non emergono dai calcoli ma dalla verifica geometrica dell’insieme.
5. Il miglior problema è quello scoperto prima della produzione
La prevenzione è sempre meno costosa della correzione.
Conclusioni
I problemi più costosi non sono sempre causati da grandi errori progettuali.
A volte sono causati da dettagli così piccoli da sembrare insignificanti.
In questo progetto, una differenza di appena 2 millimetri avrebbe potuto impedire a un cilindro autobloccante di svolgere la sua funzione più importante.
Grazie a una revisione completa del progetto dello stampo, il problema è stato individuato e corretto prima dell’inizio della costruzione.
Perché nell’ingegneria, molto spesso, il successo non dipende dalle dimensioni più grandi.
Dipende dai dettagli più piccoli.