
Introduzione
Uno degli errori più frequenti nel dimensionamento dei cilindri idraulici per stampi a iniezione è sorprendentemente semplice.
Il progettista esegue correttamente tutti i calcoli.
Il coefficiente di adesione è corretto.
Il numero di cavità è corretto.
La forza di estrazione viene correttamente ripartita tra più cilindri.
Eppure, durante il collaudo dello stampo, il cilindro idraulico scelto si rivela completamente sottodimensionato.
Perché?
Perché il calcolo parte da un presupposto geometrico errato.
Molti progettisti considerano esclusivamente la superficie laterale visibile del componente stampato, dimenticando che la plastica aderisce a tutte le superfici realmente a contatto con l’acciaio dello stampo, compresi filetti, gole, sottosquadri e qualsiasi dettaglio geometrico presente sul pezzo.
Un caso reale analizzato dal Reparto Tecnico Vega dimostra perfettamente come aver trascurato un solo elemento geometrico abbia quasi raddoppiato la forza di estrazione richiesta e modificato completamente la scelta del cilindro idraulico.
Questo caso conferma inoltre uno dei principi fondamentali della progettazione degli stampi:
Il corretto dimensionamento di un cilindro idraulico inizia dalla comprensione della reale superficie di contatto e non semplicemente della geometria apparentemente visibile.
Il Problema Ingegneristico
Un costruttore di stampi ha contattato il Reparto Tecnico Vega chiedendo la verifica del dimensionamento dei cilindri idraulici destinati a uno stampo multicavità per la produzione di tappi filettati.
Lo stampo era composto da:
- 16 cavità;
- 4 tappi estratti contemporaneamente;
- sistema idraulico di svitamento;
- 4 cilindri idraulici operanti simultaneamente.
Il cliente aveva già completato il calcolo della forza di estrazione e aveva proposto l’utilizzo di un cilindro CM050 alimentato a 85 bar.
A prima vista il procedimento sembrava corretto.
In realtà, una sola ipotesi geometrica era sbagliata.
Il Calcolo del Cliente
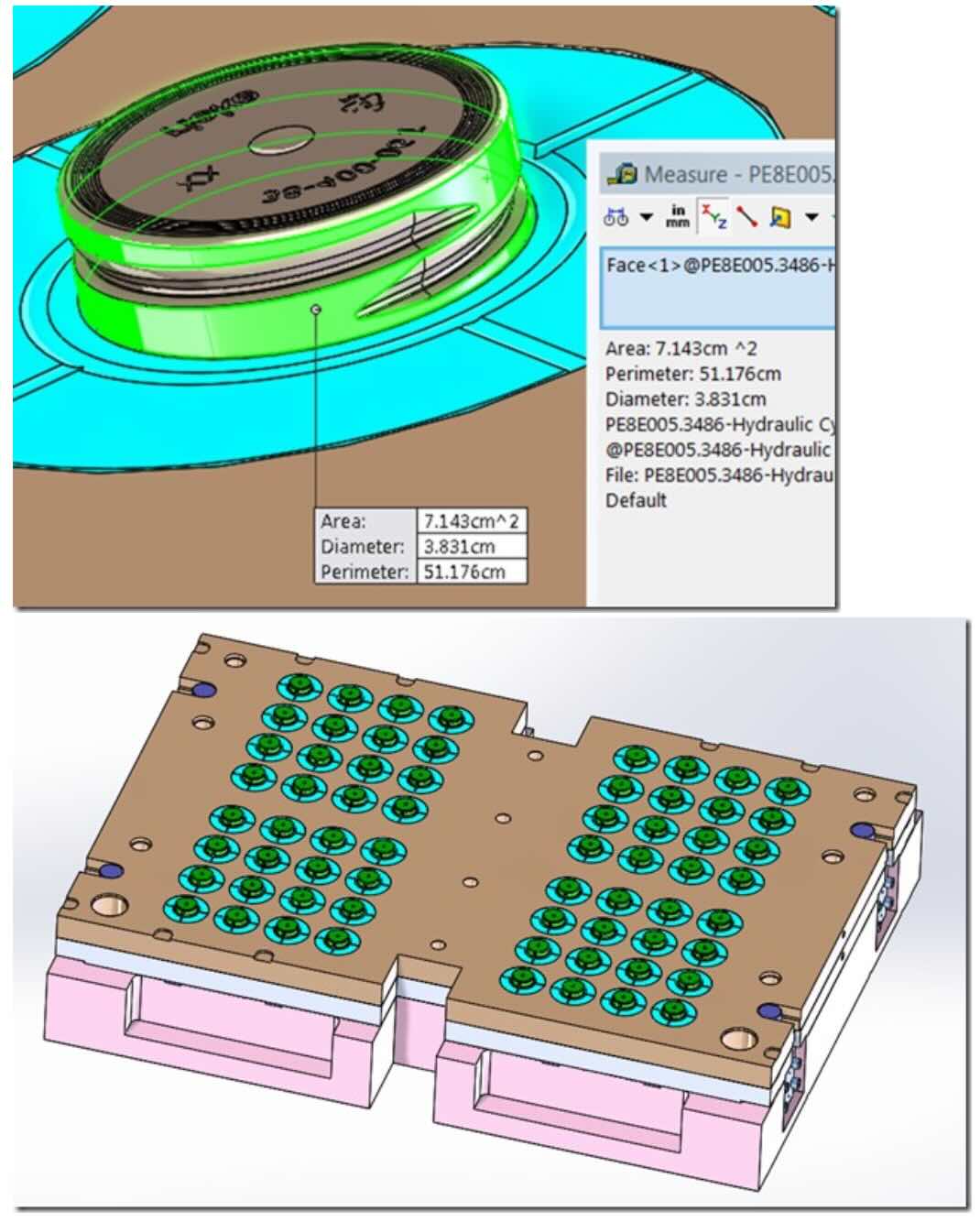
Il cliente aveva misurato direttamente dal modello CAD la superficie laterale di ciascun tappo.
La superficie risultava:
7,143 cm²
Poiché lo stampo produceva:
16 cavità × 4 tappi = 64 tappi
la superficie complessiva soggetta all’adesione della plastica diventava:
457,152 cm²
Applicando un coefficiente di adesione della plastica pari a:
15 kg/cm²
la forza teorica di estrazione veniva calcolata mediante:
ottenendo:
457,152 × 15 = 6.857 kgf
Ripartendo il carico sui quattro cilindri idraulici si ottenevano:
1.714 kgf per cilindro
Il cliente concludeva quindi che un cilindro CM050 alimentato a 85 bar fosse sufficiente.
Dal punto di vista matematico il calcolo era perfettamente corretto.
La geometria, invece, non lo era.
La Superficie Nascosta che Cambia Tutto
Analizzando il modello tridimensionale, Stefano Rogora individuò immediatamente il vero problema.
La superficie misurata comprendeva esclusivamente la parte cilindrica liscia del tappo.
Il filetto era stato completamente ignorato.
Durante l’estrazione, però, la plastica aderisce indistintamente sia alle superfici lisce sia ai fianchi del filetto.
Ogni spira del filetto rimane infatti a contatto con il materiale plastico fino al completamento dello svitamento.
Di conseguenza, la reale superficie di adesione non era:
7,143 cm²
bensì circa:
13,4 cm²
per ciascun tappo.
Questa semplice osservazione modificava completamente il dimensionamento del sistema.
Il Nuovo Calcolo della Forza di Estrazione
La superficie laterale reale diventava:
13,4 cm²
Numero totale di tappi:
64
Superficie complessiva:
13,4 × 64 = 857,6 cm²
Applicando lo stesso coefficiente di adesione:
15 kg/cm²
la nuova forza teorica risultava:
857,6 × 15 = 12.864 kgf
Ripartendo il carico sui quattro cilindri:
12.864 / 4 = 3.216 kgf per cilindro
ovvero quasi il doppio rispetto alla stima iniziale del cliente.
Perché È Stato Necessario Cambiare il Cilindro
Una volta corretto il calcolo della superficie reale, il cilindro inizialmente selezionato non risultava più adeguato.
Il Reparto Tecnico Vega ha quindi proposto di sostituire il CM050 con un cilindro CM063, dotato di stelo Ø28/36 mm e funzionante a 140 bar.
È importante osservare che:
- il materiale plastico non era cambiato;
- lo stampo non era cambiato;
- il circuito oleodinamico non era cambiato.
L’unico parametro modificato era la reale superficie di contatto tra plastica e acciaio.
Eppure questo è stato sufficiente a richiedere un cilindro completamente diverso.
Perché i Filetti Aumentano la Forza di Estrazione
Questo principio viene spesso sottovalutato.
L’adesione della plastica si sviluppa su tutte le superfici realmente a contatto con l’acciaio.
Un filetto è costituito da:
- fianchi;
- fondo filetto;
- creste;
- superfici inclinate.
La superficie totale risulta quindi molto superiore rispetto alla semplice superficie cilindrica proiettata.
Maggiore è la profondità del filetto,
maggiore sarà la superficie reale di adesione.
Di conseguenza, componenti filettati richiedono quasi sempre cilindri idraulici più grandi rispetto a componenti cilindrici lisci aventi lo stesso diametro esterno.
La Superficie Reale Conta Più della Superficie Apparente
Molti calcoli della forza di estrazione partono dalla geometria visibile del componente.
In realtà, la forza di estrazione dipende dalla:
superficie reale di contatto
e non dalla superficie semplicemente osservabile nel modello CAD.
Tra gli elementi che aumentano significativamente la forza di estrazione troviamo:
- filetti esterni;
- filetti interni;
- gole;
- nervature;
- zigrinature;
- superfici testurizzate;
- sottosquadri;
- profili di tenuta.
Ogni millimetro quadrato aggiuntivo aumenta la superficie di adesione della plastica.
Ignorare questi dettagli porta inevitabilmente a sottodimensionare il cilindro.
L’Adesione della Plastica È Solo Una Parte del Problema
Anche dopo aver determinato correttamente la forza teorica di adesione, il cilindro non dovrebbe mai essere dimensionato esclusivamente sulla base di questo valore.
Il Technical Manual Vega evidenzia che devono essere considerati anche:
- attriti delle guide;
- carichi laterali;
- comprimibilità dell’olio;
- errori di allineamento;
- deformazioni elastiche;
- picchi di pressione;
- errori di sincronizzazione;
- contaminazione del circuito;
- perdite di pressione.
Per questo motivo il dimensionamento deve sempre prevedere adeguati margini di sicurezza.
Più Cilindri Richiedono una Corretta Ripartizione del Carico
Lo stampo utilizzava quattro cilindri idraulici operanti contemporaneamente.
Sebbene la suddivisione teorica del carico sembri semplice, nella pratica i carichi raramente vengono distribuiti perfettamente.
Il Summit Polymers Injection Mold Tooling Standards Manual raccomanda infatti l’impiego di divisori di flusso e sistemi di sincronizzazione quando più cilindri lavorano insieme, così da garantire movimenti equilibrati e una corretta ripartizione dei carichi.
In assenza di una corretta sincronizzazione:
- un cilindro può risultare sovraccaricato;
- un altro può lavorare quasi a vuoto;
- aumenta l’usura delle guide;
- diminuisce la durata dello stampo.
Cosa Insegna la Moderna Progettazione degli Stampi
L’Injection Mold Design Handbook sottolinea come la progettazione degli stampi integri meccanica, scienza dei materiali, trasferimento del calore, tolleranze costruttive e dinamica della macchina in un unico sistema.
Il dimensionamento dei cilindri idraulici non può quindi basarsi su un singolo calcolo.
Occorre comprendere come il componente interagisce con lo stampo durante l’intero ciclo produttivo.
È proprio questa filosofia progettuale che spiega perché un dettaglio apparentemente secondario, come un filetto, possa modificare radicalmente il fabbisogno di forza.
La Filosofia del Reparto Tecnico Vega
Il Reparto Tecnico Vega non si è limitato a verificare le formule del cliente.
Ha verificato la fisica del problema.
Invece di chiedersi:
“Le equazioni sono corrette?”
si è chiesto:
“La geometria utilizzata nel calcolo rappresenta davvero la realtà?”
Ed è proprio questa la differenza tra applicare formule e fare vera ingegneria.
Le equazioni non sono cambiate.
È cambiata la comprensione della geometria.
E con essa è cambiata anche la scelta del cilindro.
Lezioni Apprese
1. Il dimensionamento dei cilindri idraulici parte sempre dalla reale superficie di contatto.
2. La geometria visibile raramente coincide con quella realmente interessata dall’adesione della plastica.
3. I filetti aumentano sensibilmente la forza di estrazione.
4. La forza teorica deve sempre essere corretta mediante adeguati coefficienti di sicurezza.
5. Più cilindri richiedono sistemi affidabili di sincronizzazione.
6. È la geometria a determinare la forza richiesta al cilindro.
7. La vera ingegneria inizia comprendendo il componente stampato, non semplicemente applicando formule.
Conclusioni
Questo caso reale dimostra come il corretto dimensionamento dei cilindri idraulici dipenda tanto dall’interpretazione della geometria quanto dai calcoli matematici.
Le equazioni utilizzate dal cliente erano corrette.
Il coefficiente di adesione era corretto.
Anche la ripartizione del carico sui quattro cilindri era corretta.
L’unico errore riguardava la superficie considerata nel calcolo.
La superficie misurata non rappresentava la reale superficie di contatto tra plastica e acciaio.
Individuando questo dettaglio apparentemente secondario, il Reparto Tecnico Vega ha quasi raddoppiato la forza di estrazione richiesta e ha individuato il corretto cilindro idraulico.
Questo caso ricorda a ogni progettista un principio fondamentale:
I cilindri idraulici non vengono dimensionati in funzione delle superfici più facili da misurare, ma delle superfici realmente a contatto con la plastica.


